Anodizing properties
Coating Thickness

The anodizing coating thickness is one of the fundamental parameters that determines the performance of the treated component. A distinctive characteristic of anodizing is the ability to coat parts with a uniform and calibrated thickness on almost all surfaces.
Thicknesses for natural anodizing
For natural anodizing OX-A, the ISO 7599 standard defines standard thickness classes based on the minimum average thickness:
| Class according to ISO 7599 | Minimum Average Thickness |
|---|---|
| AA 5 | 5 µm |
| AA 10 | 10 µm |
| AA 15 | 15 µm |
| AA 20 | 20 µm |
| AA 25 | 25 µm |
Typical class usage
- AA 5 / AA 10: Mainly aesthetic applications, very light protection
- AA 15: Standard for natural anodizing, good compromise between protection and appearance
- AA 20 / AA 25: Greater protection, more demanding applications
OX-A - Natural Anodizing
Standard thickness: 15 µm Tolerance: 12-20 µm ISO 7599 Class: AA 15
OX-A treatment is typically performed with a thickness of 15 µm, which ensures good corrosion resistance in non-aggressive environments, protection from scratches and light wear, a limited dimensional increase, and good aesthetic appearance.
Thicknesses for hard anodizing
For hard anodizing (Type III), the standards define typical thickness ranges:
| Specification | Nominal Thickness | Notes |
|---|---|---|
| ISO 10074 | 40 - 60 µm | International standard |
| MIL-PRF-8625 Type III | ≃ 40 - 60 µm | US military specification |
| UNI 7796 | 30 - 60 µm | Italian standard |
The standard thickness for hard anodizing is 40-60 µm, but lower or higher thicknesses can be chosen according to specific needs.
OX-W - White Hard Anodizing
Standard thickness: 30 µm Tolerance: ±5 µm
OX-W treatment is optimized to ensure high wear resistance with a contained thickness and low surface roughness. It is particularly suitable for applications with mechanical sliding and for gas distribution and control systems.
OX-HS - Standard Hard Anodizing
Standard thickness: 50 µm Tolerance: ±10 µm
OX-HS treatment offers the maximum thickness to ensure the maximum possible protection. Thanks to its high hardness and remarkable wear resistance, combined with excellent corrosion resistance, it is the ideal choice for heavy-duty applications in particularly harsh environments.
Layer growth mechanism
To correctly understand the dimensional impact of anodizing, it is essential to understand the layer formation mechanism.
Anodizing is a conversion process in which surface aluminum is transformed into aluminum oxide. This means that part of the layer grows outward from the original surface, while another part penetrates inward, consuming base aluminum. Consequently, the dimensional increase is not equal to the total coating thickness.
Dimensional growth - Natural Anodizing
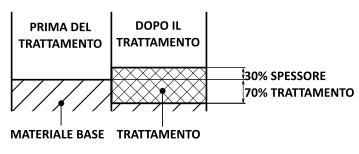
Growth distribution:
- 30% grows outward from the original surface
- 70% penetrates inward, consuming base aluminum
Radial dimensional increase = 30% of treatment thickness
Practical example:
For an OX-A treatment with 15 µm thickness:
- External growth: 15 µm × 0.30 = 4.5 µm per side
- Internal penetration: 15 µm × 0.70 = 10.5 µm
- Diameter increase: 4.5 µm × 2 = 9 µm
- Hole decrease: 4.5 µm × 2 = 9 µm
Dimensional growth - Hard Anodizing
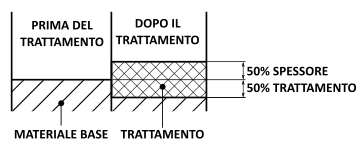
Growth distribution:
- 50% grows outward from the original surface
- 50% penetrates inward, consuming base aluminum
Radial dimensional increase = 50% of treatment thickness (half)
Practical example:
For an OX-HS treatment with 50 µm thickness:
- External growth: 50 µm × 0.50 = 25 µm per side
- Internal penetration: 50 µm × 0.50 = 25 µm
- Diameter increase: 25 µm × 2 = 50 µm
- Hole decrease: 25 µm × 2 = 50 µm
Thickness uniformity
One of the most important characteristics of anodizing is good thickness uniformity over the entire component surface, except for holes, especially with a high depth-to-diameter ratio.
External surfaces
On all external surfaces accessible to the electrolyte and electric current, the thickness is uniform, regardless of component shape, surface orientation, or geometry complexity.
This uniformity is due to the fact that anodizing, although being an electrochemical process, creates a dielectric aluminum oxide layer that is not significantly affected by the electric field effect as occurs in plating coatings.
Holes and cavities
For deep holes with high depth-to-diameter ratio, the thickness may be reduced to zero for depth-to-diameter ratios greater than 10:1 due to the absence of electric current flow on internal surfaces.
General rule:
- Holes with depth-to-diameter ratio < 3:1 → uniform thickness
- Holes with depth-to-diameter ratio > 3:1 → progressively reduced thickness until zero for depth-to-diameter ratio greater than 10:1
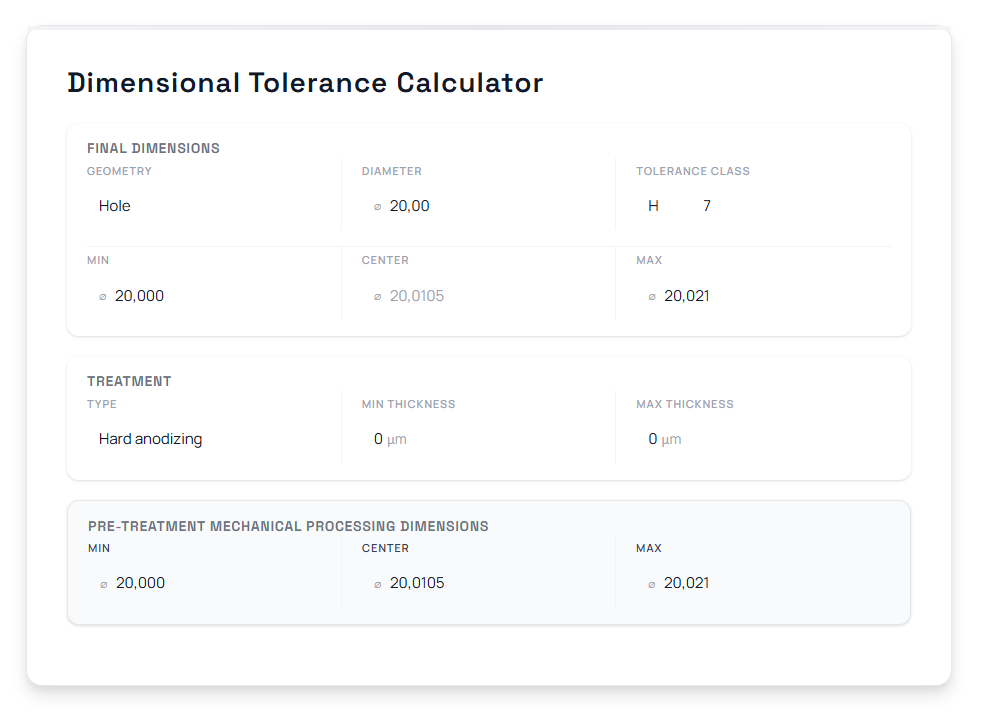
Tolerance calculator
To help designers and machine shops in defining dimensions and tolerances in the presence of anodizing and electroless nickel plating coatings, Micron Coatings Group has developed an automatic pre-treatment dimensional tolerance calculator.
The calculator allows you to:
- Enter the required final tolerances
- Select the type of treatment and thickness
- Automatically obtain pre-treatment mechanical machining tolerances
- Ensure correct final toleranced dimensions
To use the calculator, visit: Dimensional Tolerance Calculator
Recommendations for dimensional tolerances
In precision mechanics, machining tolerances add up to coating tolerances. To avoid rejects or rework, follow these guidelines:
Specification definition:
- Clearly define the coating thickness and its tolerance
- Calculate pre-treatment dimensions considering coating growth
- Specify adequate mechanical machining tolerances
For tight tolerances (< IT7):
- Consider lower thicknesses if compatible with required performance
- Perform preliminary dimensional sampling if necessary
- Plan masking for surfaces that should not be treated
For threaded holes:
- Internal threads shrink, external threads grow
- Evaluate the effect on threaded connections
For more information on dimensional calculation and support in defining technical specifications, consult the Request Quote section or contact Durox technical support directly.