Anodizing properties
Aesthetic Appearance
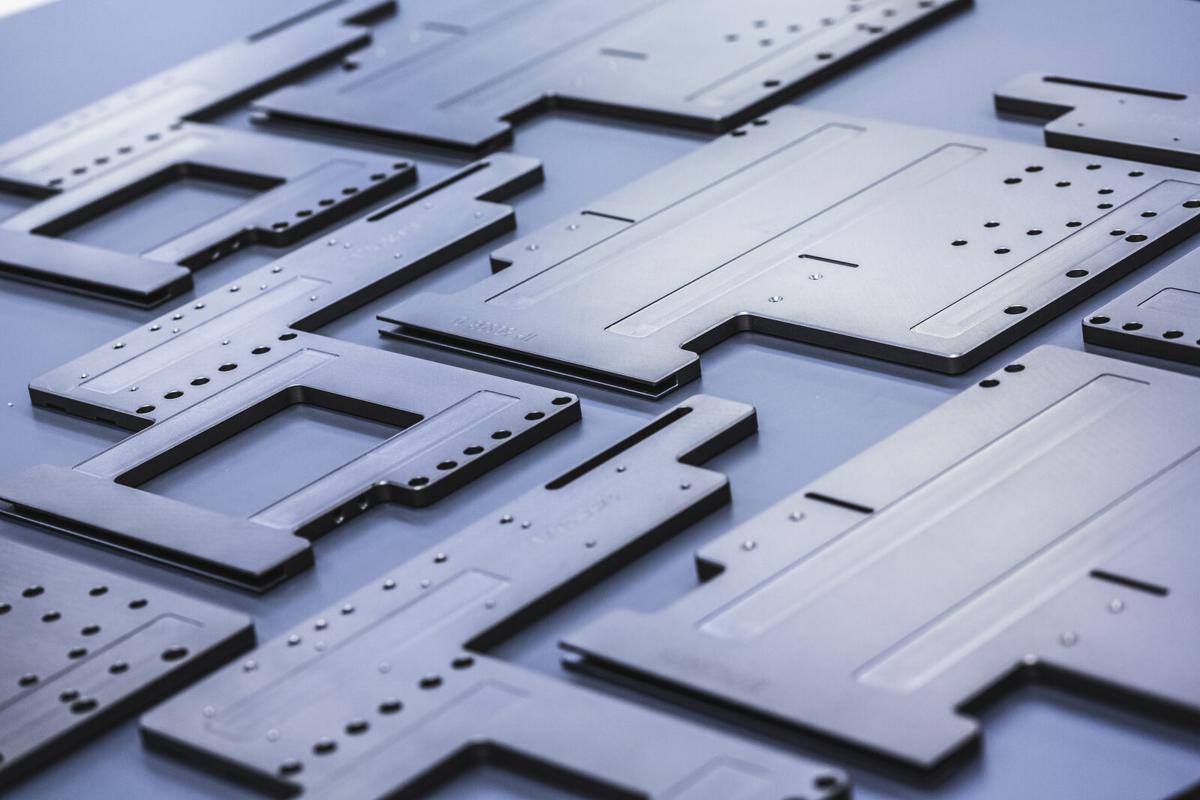
Anodizing creates an aluminum oxide coating on the surface that faithfully reproduces the surface morphology of the machined part. This characteristic allows maintaining the surface finishes of aluminum even after treatment.

Surface finish and roughness
Unlike deposited coatings such as painting or plating, anodizing does not "cover" the surface but transforms it. This means that:
- The surface roughness of the part is substantially maintained, with a slight increase in roughness for hard anodizing
- The mechanical finishes remain visible after treatment
- Surface imperfections of the machined part are still present after anodizing
Obtainable finishes
To modify the surface finish and obtain a uniform matte surface, it is possible to perform, before anodizing, a mechanical processing with shot blasting, shot peening or sandblasting.
Surface roughness
Hard anodizing contributes to slightly increasing surface roughness, an effect that is more noticeable on surfaces with low initial roughness from mechanical processing.
The OX-W treatment has been developed to contain the increase in roughness, allowing to maintain the final roughness at values below 0.5 Ra on appropriate alloys.
Natural coloring (self-coloring)
The anodizing coating takes on a self-coloring that depends on the type of treatment, the applied thickness and the aluminum alloy used.
Influence of treatment on self-coloring

Natural Anodizing - OX-A: light gray, semi-glossy appearance
The treatment presents a metallic appearance with a light shade that reproduces the base color of aluminum. This characteristic makes it ideal for aesthetic applications and is excellently suited for coloring with bright pigments.
Standard Hard Anodizing - OX-HS: dark gray/brown, matte appearance
The treatment presents a dark shade due to the high thickness and compact structure of the coating. The color intensifies progressively as the applied thickness increases, with significant variability depending on the alloy used (see dedicated section below). This characteristic makes it particularly suitable for coloring with dark and covering pigments.
White Hard Anodizing - OX-W: light gray, slightly matte appearance
The treatment presents a significantly lighter shade compared to standard hard anodizing, with an intermediate appearance between natural anodizing and standard hard anodizing, while maintaining the mechanical properties of hard anodizing. This characteristic makes it ideal for applications requiring a light color combined with high surface hardness.
Influence of alloy on self-coloring
The chemical composition of the aluminum alloy has a significant impact on the final coloring of the coating.
6000 series alloys
6000 series alloys offer uniform and predictable coloring, with light gray shades for natural anodizing and dark gray for hard anodizing. These alloys guarantee the best aesthetic result overall among all aluminum series.
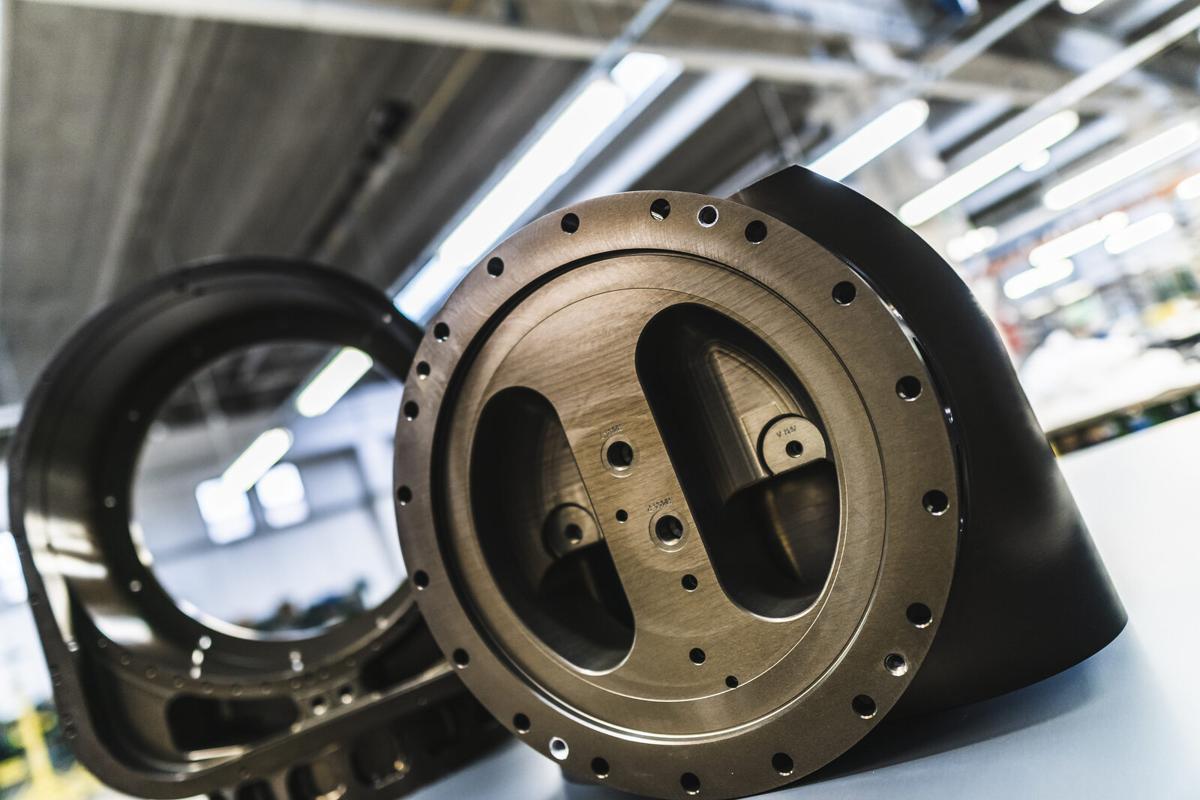
5000 and 7000 series alloys
5000 and 7000 series alloys present generally uniform coloring, with a slightly darker shade compared to 6000 series. In particular, 7000 series alloys tend to take on a characteristic bronze/copper coloring. These alloys offer good predictability of the aesthetic result, making them suitable for applications where visual appearance is important.
High copper content alloys (2000 series)
High copper content alloys (2000 series) present coloring tending toward bronze/copper with possible color non-uniformities. The appearance is less neutral compared to 6000 series and there are difficulties in obtaining uniform colorations even with the use of pigmentation.
High silicon content alloys (>12%)
High silicon content alloys present possible significant non-uniformities in color, with spots or areas characterized by different shades. The aesthetic appearance is often unacceptable for visible applications, making a case-by-case evaluation necessary before proceeding with treatment.
Influence of thickness on self-coloring
The coating thickness directly influences color intensity:
- Low thicknesses (5-15 µm): light coloring, almost transparent layer, more metallic appearance
- Medium thicknesses (20-30 µm): intermediate coloring
- High thicknesses (40-60 µm): dark coloring, matte appearance
For hard anodizing, the greater the thickness, the darker the final shade. This is due to the higher optical density of the oxide layer.

Pigmented colorations
After anodizing, the oxide layer presents a porous structure that can be exploited to perform coloring with organic pigments.
The anodizing coloring process occurs through a well-defined mechanism that exploits the porous structure of the oxide layer. Initially, anodizing creates the porous aluminum oxide layer on the component surface. Subsequently, the part is immersed in a solution containing specific organic pigments, which penetrate the pores by capillary effect. Finally, through the subsequent sealing treatment, the pores are sealed permanently trapping the pigments inside the oxide structure, thus ensuring the stability and durability of the coloring over time.
Deep black

Deep black coloring is the most used in mechanical and technical fields.
Codes: OX-AN, OX-HC, OX-WN
Advantages:
- Uniformizes color on different aluminum alloys
- Hides imperfections and non-uniformities of the base material
- Gives professional and technical appearance
- Excellent aesthetic result
- High resistance to discoloration
Applications: Mechanical components, automotive, industrial machinery, bike, technical components
Blue
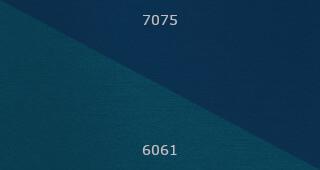
Codes: OX-AB, OX-HB, OX-WB
Characteristics:
- Variable shade depending on aluminum alloy
- On OX-A and OX-W: bright and vivid blue
- On OX-HS: dark and intense blue
- Excellent for component identification or specific aesthetic requirements
Notes: The image indicatively represents the coloring obtainable on 7075 alloy and 6061 alloy with OX-A anodizing. Other alloys and treatments may produce different shades.
Red

Codes: OX-AR, OX-HR, OX-WR
Characteristics:
- Variable shade depending on aluminum alloy
- On OX-A and OX-W: brighter red
- On OX-HS: dark and deep red
- Used for visual coding or aesthetic requirements
Notes: The image indicatively represents the coloring obtainable on 7075 alloy and 6061 alloy with OX-A anodizing.
Color uniformity
Color uniformity in anodizing depends on several factors that can favor or compromise the final result. To obtain maximum chromatic uniformity, it is essential to use 6000 series alloys, which offer the best coloring homogeneity thanks to their optimal chemical composition. Equally important is working with material from the same production batch, as variations in metallurgical characteristics can translate into visible differences in the final color.
Deep black coloring represents a strategic choice to hide any chromatic variations, being more uniform and covering compared to other colorations. Additionally, maintaining a controlled and uniform anodizing thickness over the entire surface of the part, together with a well-calibrated coloring process, significantly contributes to the homogeneity of the result.
Conversely, some factors can compromise color uniformity. The mixing of different alloys in the same processing batch is one of the main causes of non-uniformity, as is the use of alloys with high copper or silicon content, which tend to produce irregular colorations. Also base material with different heat treatments can generate chromatic variations, as different metallurgical conditions influence the formation of the oxide layer. Finally, complex geometries that present difficulties in the uniform distribution of electric current during the process can cause thickness variations and, consequently, differences in the final color.
Notes on aesthetics and functionality: practical recommendations
To obtain the best compromise between aesthetic appearance and functional performance in aluminum anodizing, it is recommended:
If aesthetics is critical (for example for visible elements):
- Use 6000 series alloys and, if possible, the same material batch for the entire supply.
- Request deep black coloring (more uniform and covering) and provide for the most uniform surface finish possible.
- Request preliminary sampling on the actual batch and agree on aesthetic acceptance standards before production.
If functionality (hardness, wear/corrosion resistance) is priority:
- Prioritize the choice of alloy and process conditions based on performance, accepting possible aesthetic variations within functional limits.
- Consider natural coloring where acceptable.
- Maximum chromatic uniformity may not be achievable for high-performance hard anodizing.
In both cases:
- Clearly define aesthetic and functional expectations at the order stage.
- Request sampling when necessary.
- For supplies of multiple batches/material, evaluate possible separation during assembly to minimize visual differences.
For further information on treatment selection based on aesthetic and functional requirements, consult the sections dedicated to OX Coatings and Aluminum Alloys.