Propiedades de la anodización
Espesor del Recubrimiento

El espesor del recubrimiento de anodización es uno de los parámetros fundamentales que determina el rendimiento del componente tratado. Una característica peculiar de la anodización es la posibilidad de revestir las piezas con un espesor uniforme y calibrado en casi todas las superficies.
Espesores para anodización natural
Para la anodización natural OX-A, la normativa ISO 7599 define clases de espesor estándar basadas en el espesor medio mínimo:
| Clase según ISO 7599 | Espesor Medio Mínimo |
|---|---|
| AA 5 | 5 µm |
| AA 10 | 10 µm |
| AA 15 | 15 µm |
| AA 20 | 20 µm |
| AA 25 | 25 µm |
Uso típico de las clases
- AA 5 / AA 10: Aplicaciones principalmente estéticas, protección muy ligera
- AA 15: Estándar para anodización natural, buen compromiso entre protección y aspecto
- AA 20 / AA 25: Mayor protección, aplicaciones más exigentes
OX-A - Anodización Natural
Espesor estándar: 15 µm Tolerancia: 12-20 µm Clase ISO 7599: AA 15
El tratamiento OX-A se efectúa típicamente con un espesor de 15 µm, que garantiza una buena resistencia a la corrosión en ambientes no agresivos, protección contra rayones y desgaste ligero, un incremento dimensional contenido y un buen acabado estético.
Espesores para anodización dura
Para la anodización dura (Type III), las normativas definen rangos de espesor típicos:
| Especificación | Espesor Nominal | Notas |
|---|---|---|
| ISO 10074 | 40 - 60 µm | Estándar internacional |
| MIL-PRF-8625 Type III | ≃ 40 - 60 µm | Normativa militar USA |
| UNI 7796 | 30 - 60 µm | Normativa italiana |
El espesor estándar de la anodización dura es 40-60 µm, pero pueden elegirse espesores menores o mayores en función de necesidades específicas.
OX-W - Anodización Dura White
Espesor estándar: 30 µm Tolerancia: ±5 µm
El tratamiento OX-W está optimizado para garantizar elevada resistencia al desgaste con un espesor contenido y una baja rugosidad superficial. Está particularmente indicado para aplicaciones con deslizamientos mecánicos y para sistemas de distribución y control de gas.
OX-HS - Anodización Dura Estándar
Espesor estándar: 50 µm Tolerancia: ±10 µm
El tratamiento OX-HS ofrece el máximo espesor para garantizar la máxima protección posible. Gracias a la elevada dureza y a la notable resistencia al desgaste, combinada con una excelente resistencia a la corrosión, es la elección ideal para aplicaciones heavy-duty en ambientes particularmente severos.
Mecanismo de crecimiento de la capa
Para comprender correctamente el impacto dimensional de la anodización, es fundamental entender el mecanismo de formación de la capa.
La anodización es un proceso de conversión en el que el aluminio superficial se transforma en óxido de aluminio. Esto comporta que una parte de la capa crece hacia el exterior de la superficie original, mientras que otra parte penetra hacia el interior, consumiendo aluminio de base. En consecuencia, el incremento dimensional no es igual al espesor total del recubrimiento.
Crecimiento dimensional - Anodización Natural
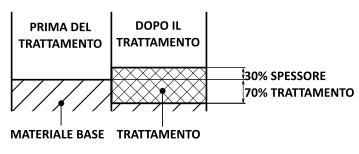
Distribución del crecimiento:
- 30% crece hacia el exterior de la superficie original
- 70% penetra hacia el interior, consumiendo aluminio de base
Incremento dimensional radial = 30% del espesor de tratamiento
Ejemplo práctico:
Para un tratamiento OX-A de 15 µm de espesor:
- Crecimiento externo: 15 µm × 0,30 = 4,5 µm por lado
- Penetración interna: 15 µm × 0,70 = 10,5 µm
- Incremento diámetro: 4,5 µm × 2 = 9 µm
- Decremento agujero: 4,5 µm × 2 = 9 µm
Crecimiento dimensional - Anodización Dura
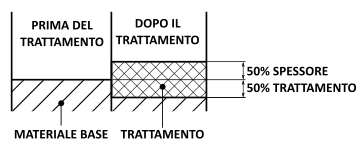
Distribución del crecimiento:
- 50% crece hacia el exterior de la superficie original
- 50% penetra hacia el interior, consumiendo aluminio de base
Incremento dimensional radial = 50% del espesor de tratamiento (mitad)
Ejemplo práctico:
Para un tratamiento OX-HS de 50 µm de espesor:
- Crecimiento externo: 50 µm × 0,50 = 25 µm por lado
- Penetración interna: 50 µm × 0,50 = 25 µm
- Incremento diámetro: 25 µm × 2 = 50 µm
- Decremento agujero: 25 µm × 2 = 50 µm
Uniformidad del espesor
Una de las características más importantes de la anodización es una buena uniformidad del espesor en toda la superficie del componente, con excepción de los agujeros, especialmente con una relación profundidad/diámetro elevada.
Superficies externas
En todas las superficies externas accesibles por el electrolito y la corriente eléctrica, el espesor es uniforme, independientemente de la forma del componente, de la orientación de las superficies o de la complejidad de las geometrías.
Esta uniformidad se debe al hecho de que la anodización, siendo un proceso electroquímico, crea una capa de óxido de aluminio dieléctrico y que por lo tanto no se ve afectada significativamente por el efecto de campo eléctrico como ocurre en los recubrimientos galvánicos.
Agujeros y cavidades
Para agujeros profundos con relación profundidad/diámetro elevada, el espesor puede reducirse hasta anularse para relación profundidad/diámetro mayor de 10:1 debido a la ausencia de flujo de corriente eléctrica en las superficies internas.
Regla general:
- Agujeros con relación profundidad/diámetro < 3:1 → espesor uniforme
- Agujeros con relación profundidad/diámetro > 3:1 → espesor progresivamente reducido hasta anularse para relación profundidad/diámetro mayor de 10:1
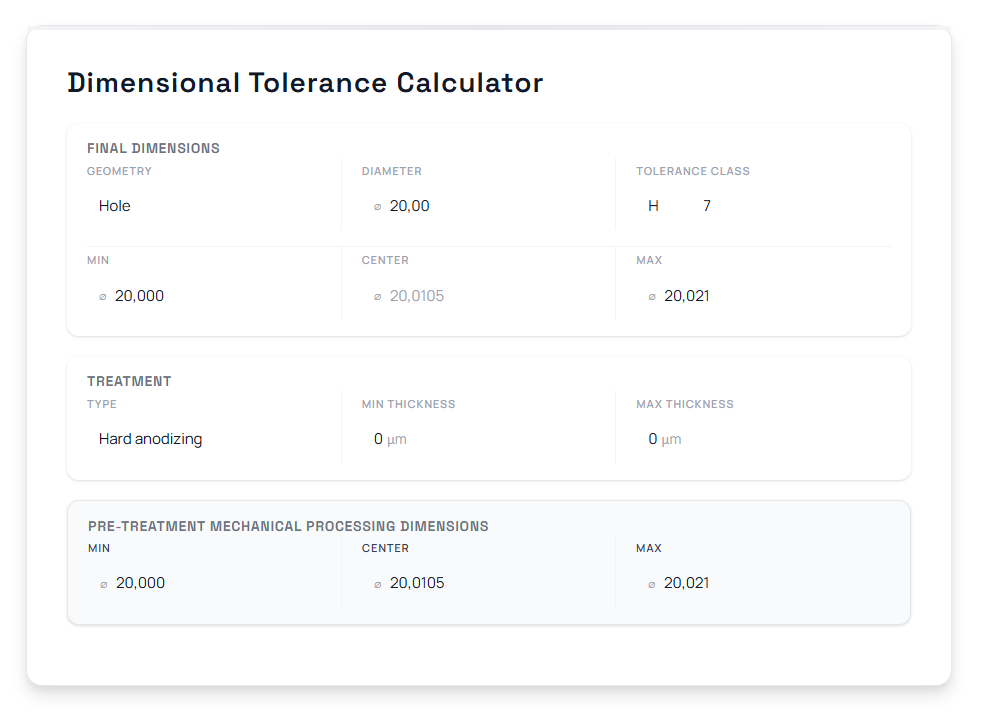
Calculadora de tolerancias
Para ayudar a los proyectistas y a los talleres mecánicos en la definición de las cotas y de las tolerancias en presencia de recubrimientos de anodización y niquelado químico, Micron Coatings Group ha desarrollado una calculadora automática de tolerancias dimensionales pretratamiento.
La calculadora permite:
- Introducir las tolerancias finales requeridas
- Seleccionar el tipo de tratamiento y espesor
- Obtener automáticamente las tolerancias de mecanizado pretratamiento
- Garantizar cotas finales toleradas correctas
Para utilizar la calculadora, visitar: Calculadora de Tolerancias Dimensionales
Recomendaciones para tolerancias dimensionales
En la mecánica de precisión, las tolerancias de mecanizado se suman a las del recubrimiento. Para evitar descartes o remecanizados, seguir estas indicaciones:
Definición de las especificaciones:
- Definir claramente el espesor de recubrimiento y su tolerancia
- Calcular las dimensiones pretratamiento considerando el crecimiento del recubrimiento
- Especificar las tolerancias de mecanizado adecuadas
Para tolerancias estrechas (< IT7):
- Considerar espesores menores si son compatibles con las prestaciones requeridas
- Efectuar muestreos dimensionales preliminares si es necesario
- Prever enmascarados para superficies que no deben ser tratadas
Para agujeros roscados:
- Las roscas internas se estrechan, las externas crecen
- Evaluar el efecto en los acoplamientos roscados
Para más información sobre el cálculo dimensional y soporte en la definición de las especificaciones técnicas, consultar la sección Solicitud de Presupuesto o contactar directamente con el soporte técnico de Durox.