Propiedades de la anodización
Aspecto Estético
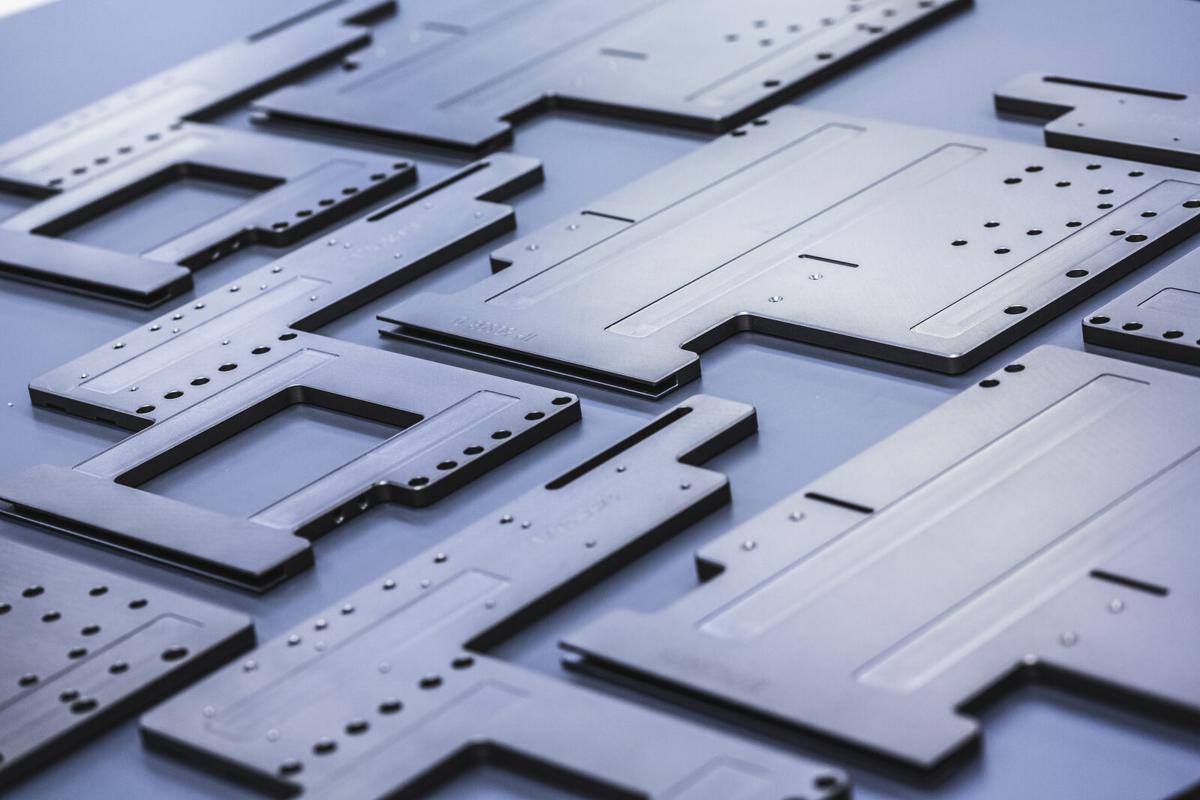
El anodizado crea en la superficie un recubrimiento de óxido de aluminio que reproduce fielmente la morfología superficial de la pieza trabajada. Esta característica permite mantener los acabados superficiales del aluminio incluso después del tratamiento.

Acabado superficial y rugosidad
A diferencia de los recubrimientos depositados como pinturas o tratamientos galvánicos, el anodizado no "cubre" la superficie sino que la transforma. Esto significa que:
- La rugosidad superficial de la pieza se mantiene sustancialmente, con un ligero aumento de la rugosidad para el anodizado duro
- Los acabados mecánicos permanecen visibles después del tratamiento
- Las imperfecciones superficiales de la pieza trabajada siguen presentes después del anodizado
Acabados obtenibles
Para modificar el acabado superficial y obtener una superficie opaca uniforme, es posible efectuar, antes del anodizado, un trabajo mecánico con granallado metálico, granallado o arenado.
Rugosidad superficial
El anodizado duro contribuye a aumentar ligeramente la rugosidad superficial, efecto que se nota mayormente en superficies con baja rugosidad de partida por mecanizado.
El tratamiento OX-W ha sido desarrollado para contener el aumento de la rugosidad, permitiendo mantener la rugosidad final a valores inferiores a 0,5 Ra en aleaciones apropiadas.
Coloración natural (auto-coloración)
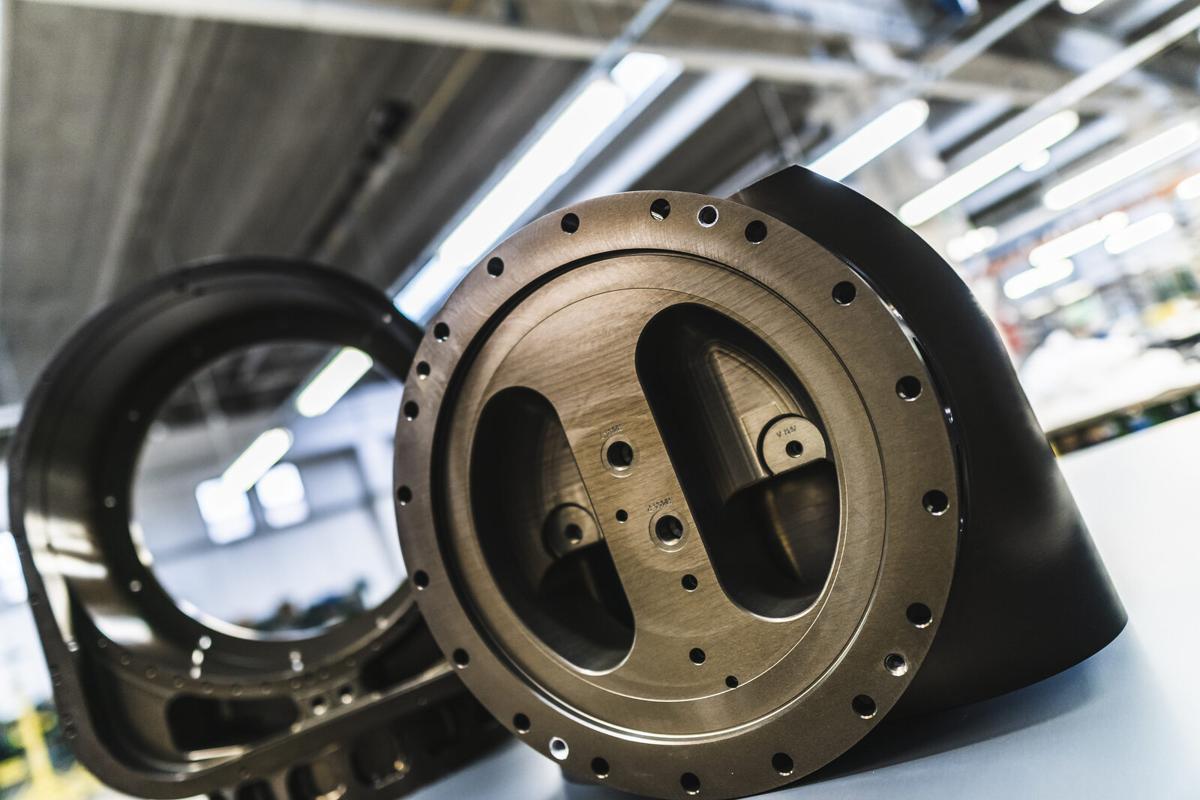
El recubrimiento de anodizado adquiere una auto-coloración que depende del tipo de tratamiento, del espesor aplicado y de la aleación de aluminio utilizada.
Influencia del tratamiento en la auto-coloración

Anodizado Natural - OX-A: aspecto gris claro, semi-brillante
El tratamiento presenta un aspecto metálico con una tonalidad clara que reproduce el color base del aluminio. Esta característica lo hace ideal para aplicaciones estéticas y se presta óptimamente a la coloración con pigmentos brillantes.
Anodizado Duro Estándar - OX-HS: aspecto gris oscuro/marrón, opaco
El tratamiento presenta una tonalidad oscura debida al alto espesor y a la estructura compacta del recubrimiento. El color se intensifica progresivamente al aumentar el espesor aplicado, con una variabilidad significativa en función de la aleación utilizada (ver sección dedicada más adelante). Esta característica lo hace particularmente adecuado para la coloración con pigmentos oscuros y cubrientes.
Anodizado Duro White - OX-W: aspecto gris claro, ligeramente opaco
El tratamiento presenta una tonalidad significativamente más clara respecto al anodizado duro estándar, con un aspecto intermedio entre anodizado natural y anodizado duro estándar, manteniendo las propiedades mecánicas del anodizado duro. Esta característica lo hace ideal para aplicaciones que requieren un color claro combinado con elevada dureza superficial.
Influencia de la aleación en la auto-coloración
La composición química de la aleación de aluminio tiene un impacto significativo en la coloración final del recubrimiento.
Aleaciones de la serie 6000
Las aleaciones de la serie 6000 ofrecen una coloración uniforme y predecible, con tonalidad gris claro para el anodizado natural y gris oscuro para el anodizado duro. Estas aleaciones garantizan el mejor resultado estético en absoluto entre todas las series de aluminio.
Aleaciones de la serie 5000 y 7000
Las aleaciones de las series 5000 y 7000 presentan una coloración generalmente uniforme, con una tonalidad ligeramente más oscura respecto a las series 6000. En particular, las aleaciones de la serie 7000 tienden a adquirir una coloración bronceada/cobriza característica. Estas aleaciones ofrecen una buena previsibilidad del resultado estético, haciéndolas adecuadas para aplicaciones donde el aspecto visual es importante.
Aleaciones con alto contenido de cobre (serie 2000)
Las aleaciones con alto contenido de cobre (serie 2000) presentan una coloración tendente al bronceado/cobrizo con posibles desuniformidades de color. El aspecto resulta menos neutro respecto a las series 6000 y se encuentran dificultades para obtener coloraciones uniformes incluso con el uso de pigmentación.
Aleaciones con alto contenido de silicio (>12%)
Las aleaciones con alto contenido de silicio presentan posibles desuniformidades significativas de color, con manchas o zonas caracterizadas por tonalidades diferentes. El aspecto estético resulta a menudo inaceptable para aplicaciones visibles, haciendo necesaria una evaluación caso por caso antes de proceder con el tratamiento.
Influencia del espesor en la auto-coloración
El espesor del recubrimiento influye directamente en la intensidad del color:
- Espesores bajos (5-15 µm): coloración clara, capa casi transparente, aspecto más metálico
- Espesores medios (20-30 µm): coloración intermedia
- Espesores elevados (40-60 µm): coloración oscura, aspecto opaco
Para el anodizado duro, cuanto mayor es el espesor, más oscura es la tonalidad final. Esto se debe a la mayor densidad óptica de la capa de óxido.

Coloraciones pigmentadas
Después del anodizado, la capa de óxido presenta una estructura porosa que puede ser aprovechada para efectuar coloraciones con pigmentos orgánicos.
El proceso de coloración del anodizado ocurre a través de un mecanismo bien definido que aprovecha la estructura porosa de la capa de óxido. Inicialmente, el anodizado crea la capa porosa de óxido de aluminio en la superficie del componente. Posteriormente, la pieza se sumerge en una solución que contiene pigmentos orgánicos específicos, que penetran en los poros por efecto de la capilaridad. Finalmente, mediante el tratamiento posterior de sellado, los poros se sellan atrapando permanentemente los pigmentos dentro de la estructura del óxido, garantizando así la estabilidad y la duración de la coloración en el tiempo.
Negro profundo

La coloración negra profunda es la más utilizada en el ámbito mecánico y técnico.
Códigos: OX-AN, OX-HC, OX-WN
Ventajas:
- Uniforma el color en diferentes aleaciones de aluminio
- Oculta imperfecciones y desuniformidades del material base
- Confiere aspecto profesional y técnico
- Óptimo resultado estético
- Elevada resistencia a la decoloración
Aplicaciones: Componentes mecánicos, automotriz, máquinas industriales, bicicletas, componentes técnicos
Azul
Códigos: OX-AB, OX-HB, OX-WB
Características:
- Tonalidad variable en función de la aleación de aluminio
- En OX-A y OX-W: azul brillante y vivo
- En OX-HS: azul oscuro e intenso
- Óptimo para identificación de componentes o exigencias estéticas específicas
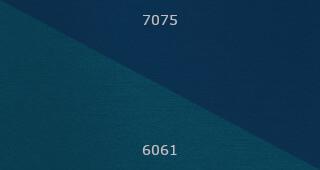
Notas: La imagen representa indicativamente la coloración obtenible en la aleación 7075 y en la aleación 6061 con anodizado OX-A. Otras aleaciones y tratamientos pueden producir tonalidades diferentes.
Rojo

Códigos: OX-AR, OX-HR, OX-WR
Características:
- Tonalidad variable en función de la aleación de aluminio
- En OX-A y OX-W: rojo más brillante
- En OX-HS: rojo oscuro y profundo
- Utilizado para codificación visual o exigencias estéticas
Notas: La imagen representa indicativamente la coloración obtenible en la aleación 7075 y en la aleación 6061 con anodizado OX-A.
Uniformidad del color
La uniformidad del color en el anodizado depende de diversos factores que pueden favorecer o comprometer el resultado final. Para obtener la máxima uniformidad cromática, es fundamental utilizar aleaciones de la serie 6000, que ofrecen la mejor homogeneidad de coloración gracias a su composición química óptima. Igualmente importante es trabajar con material proveniente del mismo lote de producción, ya que variaciones en las características metalúrgicas pueden traducirse en diferencias visibles en el color final.
La coloración negra profunda representa una elección estratégica para ocultar eventuales variaciones cromáticas, resultando más uniforme y cubriente respecto a otras coloraciones. Además, mantener un espesor de anodizado controlado y uniforme en toda la superficie de la pieza, junto con un proceso de coloración bien calibrado, contribuye significativamente a la homogeneidad del resultado.
Por el contrario, algunos factores pueden comprometer la uniformidad del color. La mezcla de aleaciones diferentes en el mismo lote de trabajo es una de las causas principales de desuniformidad, así como el uso de aleaciones con alto contenido de cobre o silicio, que tienden a producir coloraciones irregulares. También el material base con tratamientos térmicos diferentes puede generar variaciones cromáticas, ya que las diferentes condiciones metalúrgicas influyen en la formación de la capa de óxido. Finalmente, las geometrías complejas que presentan dificultades en la distribución uniforme de la corriente eléctrica durante el proceso pueden causar variaciones de espesor y, en consecuencia, diferencias en el color final.
Notas sobre estética y funcionalidad: recomendaciones prácticas
Para obtener el mejor compromiso entre aspecto estético y prestaciones funcionales en el anodizado del aluminio, se recomienda:
Si la estética es crítica (por ejemplo para elementos a la vista):
- Utilizar aleaciones de la serie 6000 y, si es posible, un mismo lote de material para todo el suministro.
- Solicitar coloración negra profunda (más uniforme y cubriente) y prever un acabado superficial lo más uniforme posible.
- Solicitar muestras preliminares en el lote efectivo y acordar estándares de aceptación estética antes de la producción.
Si la funcionalidad (dureza, resistencia al desgaste/corrosión) es prioritaria:
- Privilegiar la elección de la aleación y las condiciones de proceso en función de las prestaciones, aceptando posibles variaciones estéticas dentro de límites funcionales.
- Considerar la coloración natural donde sea aceptable.
- La máxima uniformidad cromática podría no ser alcanzable para anodizado duro de altas prestaciones.
En ambos casos:
- Definir claramente las expectativas estéticas y funcionales en fase de pedido.
- Solicitar muestras cuando sea necesario.
- Para suministros de varios lotes/material, evaluar eventual separación en fase de ensamblaje para minimizar diferencias visuales.
Para más información sobre la selección del tratamiento en función de las exigencias estéticas y funcionales, consultar las secciones dedicadas a los Recubrimientos OX y a las Aleaciones de Aluminio.