Proprietà dell'anodizzazione
Spessore di Rivestimento

Lo spessore del rivestimento di anodizzazione è uno dei parametri fondamentali che determina le prestazioni del componente trattato. Una caratteristica peculiare dell'anodizzazione è la possibilità di rivestire i pezzi con uno spessore uniforme e calibrato su quasi tutte le superfici.
Spessori per anodizzazione naturale
Per l'anodizzazione naturale OX-A, la normativa ISO 7599 definisce classi di spessore standard basate sullo spessore medio minimo:
| Classe secondo ISO 7599 | Spessore Medio Minimo |
|---|---|
| AA 5 | 5 µm |
| AA 10 | 10 µm |
| AA 15 | 15 µm |
| AA 20 | 20 µm |
| AA 25 | 25 µm |
Utilizzo tipico delle classi
- AA 5 / AA 10: Applicazioni principalmente estetiche, protezione molto leggera
- AA 15: Standard per anodizzazione naturale, buon compromesso tra protezione e aspetto
- AA 20 / AA 25: Maggiore protezione, applicazioni più impegnative
OX-A - Anodizzazione Naturale
Spessore standard: 15 µm
Tolleranza: 12-20 µm
Classe ISO 7599: AA 15
Il trattamento OX-A viene tipicamente effettuato con spessore di 15 µm, che garantisce una buona resistenza a corrosione in ambienti non aggressivi, protezione da graffi e usura leggera, un incremento dimensionale contenuto e una buona resa estetica.
Spessori per anodizzazione dura
Per l'anodizzazione dura (Type III), le normative definiscono range di spessore tipici:
| Specifica | Spessore Nominale | Note |
|---|---|---|
| ISO 10074 | 40 - 60 µm | Standard internazionale |
| MIL-PRF-8625 Type III | ≃ 40 - 60 µm | Normativa militare USA |
| UNI 7796 | 30 - 60 µm | Normativa italiana |
Lo spessore standard dell'anodizzazione dura è 40-60 µm, ma possono essere scelti spessori minori o maggiori in funzione di specifiche necessità.
OX-W - Anodizzazione Dura White
Spessore standard: 30 µm
Tolleranza: ±5 µm
Il trattamento OX-W è ottimizzato per garantire elevata resistenza a usura con uno spessore contenuto e una bassa rugosità superficiale. È particolarmente indicato per applicazioni con scorrimenti meccanici e per sistemi di distribuzione e controllo gas.
OX-HS - Anodizzazione Dura Standard
Spessore standard: 50 µm
Tolleranza: ±10 µm
Il trattamento OX-HS offre il massimo spessore per garantire la massima protezione possibile. Grazie all'elevata durezza e alla notevole resistenza all'usura, combinata con un'ottima resistenza a corrosione, è la scelta ideale per applicazioni heavy-duty in ambienti particolarmente gravosi.
Meccanismo di crescita dello strato
Per comprendere correttamente l'impatto dimensionale dell'anodizzazione, è fondamentale capire il meccanismo di formazione dello strato.
L'anodizzazione è un processo di conversione in cui l'alluminio superficiale viene trasformato in ossido di alluminio. Questo comporta che una parte dello strato cresce all'esterno della superficie originale, mentre un'altra parte penetra all'interno, consumando alluminio di base. Di conseguenza, l'incremento dimensionale non è uguale allo spessore totale del rivestimento.
Crescita dimensionale - Anodizzazione Naturale
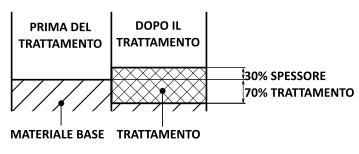
Distribuzione della crescita:
- 30% cresce all'esterno della superficie originale
- 70% penetra all'interno, consumando alluminio di base
Incremento dimensionale radiale = 30% dello spessore di trattamento
Esempio pratico:
Per un trattamento OX-A di 15 µm di spessore:
- Crescita esterna: 15 µm × 0,30 = 4,5 µm per lato
- Penetrazione interna: 15 µm × 0,70 = 10,5 µm
- Incremento diametro: 4,5 µm × 2 = 9 µm
- Decremento foro: 4,5 µm × 2 = 9 µm
Crescita dimensionale - Anodizzazione Dura
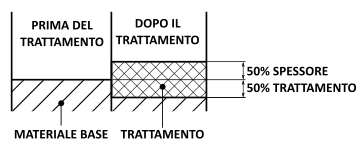
Distribuzione della crescita:
- 50% cresce all'esterno della superficie originale
- 50% penetra all'interno, consumando alluminio di base
Incremento dimensionale radiale = 50% dello spessore di trattamento (metà)
Esempio pratico:
Per un trattamento OX-HS di 50 µm di spessore:
- Crescita esterna: 50 µm × 0,50 = 25 µm per lato
- Penetrazione interna: 50 µm × 0,50 = 25 µm
- Incremento diametro: 25 µm × 2 = 50 µm
- Decremento foro: 25 µm × 2 = 50 µm
Uniformità dello spessore
Una delle caratteristiche più importanti dell'anodizzazione è una buona uniformità dello spessore su tutta la superficie del componente, ad eccezione dei fori, soprattutto con un rapporto profondità/diametro elevato.
Superfici esterne
Su tutte le superfici esterne accessibili dall'elettrolita e dalla corrente elettrica, lo spessore è uniforme, indipendentemente dalla forma del componente, dall'orientamento delle superfici o dalla complessità delle geometrie.
Questa uniformità è dovuta al fatto che l'anodizzazione è pur essendo un processo elettrochimico crea uno strato di ossido di alluminio dielettrico e che quindi non risente significativamente dell'effetto di campo elettrico come avviene nei rivestimenti galvanici.
Fori e cavità
Per fori profondi con rapporto profondità/diametro elevato, lo spessore può essere ridotto fino ad annullarsi per rapporto profondità/diametro maggiore di 10:1 a causa della assenza di flusso di corrente elettrica nelle superfici interne.
Regola generale:
- Fori con rapporto profondità/diametro < 3:1 → spessore uniforme
- Fori con rapporto profondità/diametro > 3:1 → spessore progressivamente ridotto fino ad annullarsi per rapporto profondità/diametro maggiore di 10:1
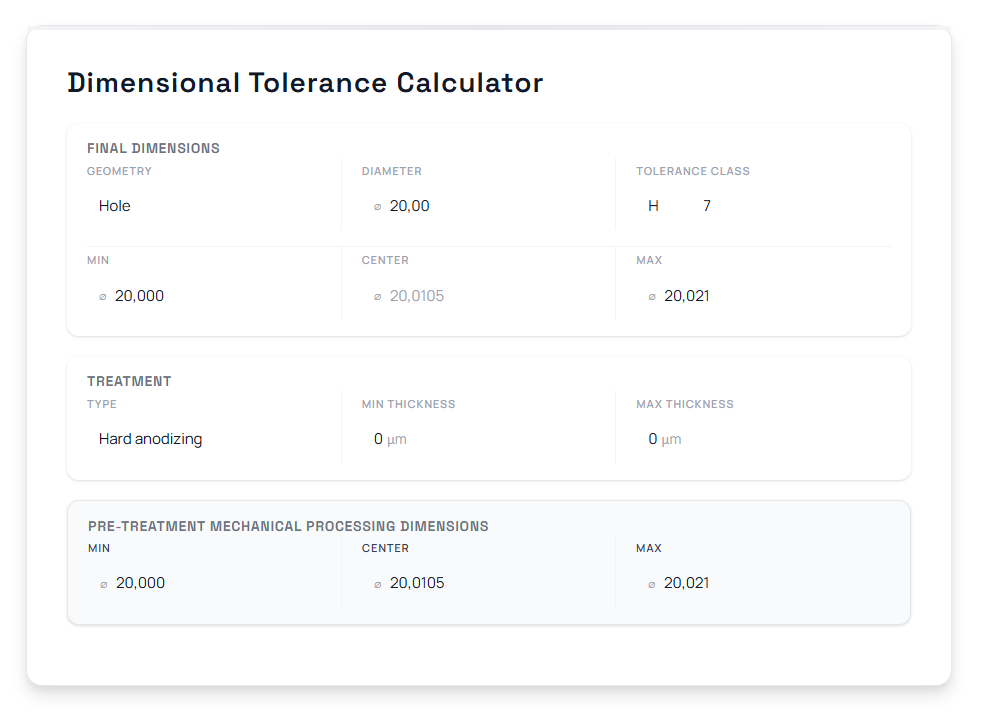
Calcolatore tolleranze
Per aiutare i progettisti e le officine meccaniche nella definizione delle quote e delle tolleranze in presenza di rivestimenti di anodizzazione e nichelatura chimica, Micron Coatings Group ha sviluppato un calcolatore automatico delle tolleranze dimensionali pre-trattamento.
Il calcolatore permette di:
- Inserire le tolleranze finali richieste
- Selezionare il tipo di trattamento e spessore
- Ottenere automaticamente le tolleranze di lavorazione meccanica pre-trattamento
- Garantire quote finali tollerate corrette
Per utilizzare il calcolatore, visitare: Calcolatore Tolleranze Dimensionali
Raccomandazioni per tolleranze dimensionali
Nella meccanica di precisione, le tolleranze di lavorazione si sommano a quelle del rivestimento. Per evitare scarti o rilavorazioni, seguire queste indicazioni:
Definizione delle specifiche:
- Definire chiaramente lo spessore di rivestimento e la sua tolleranza
- Calcolare le dimensioni pre-trattamento considerando la crescita del rivestimento
- Specificare le tolleranze di lavorazione meccanica adeguate
Per tolleranze strette (< IT7):
- Considerare spessori minori se compatibili con le prestazioni richieste
- Effettuare campionature dimensionali preliminari se necessario
- Prevedere mascherature per superfici che non devono essere trattate
Per fori filettati:
- Le filettature interne si restringono, quelle esterne crescono
- Valutare l'effetto sugli accoppiamenti filettati
Per maggiori informazioni sul calcolo dimensionale e supporto nella definizione delle specifiche tecniche, consultare la sezione Richiesta Preventivo o contattare direttamente il supporto tecnico di Durox.