Proprietà dell'anodizzazione
Aspetto Estetico
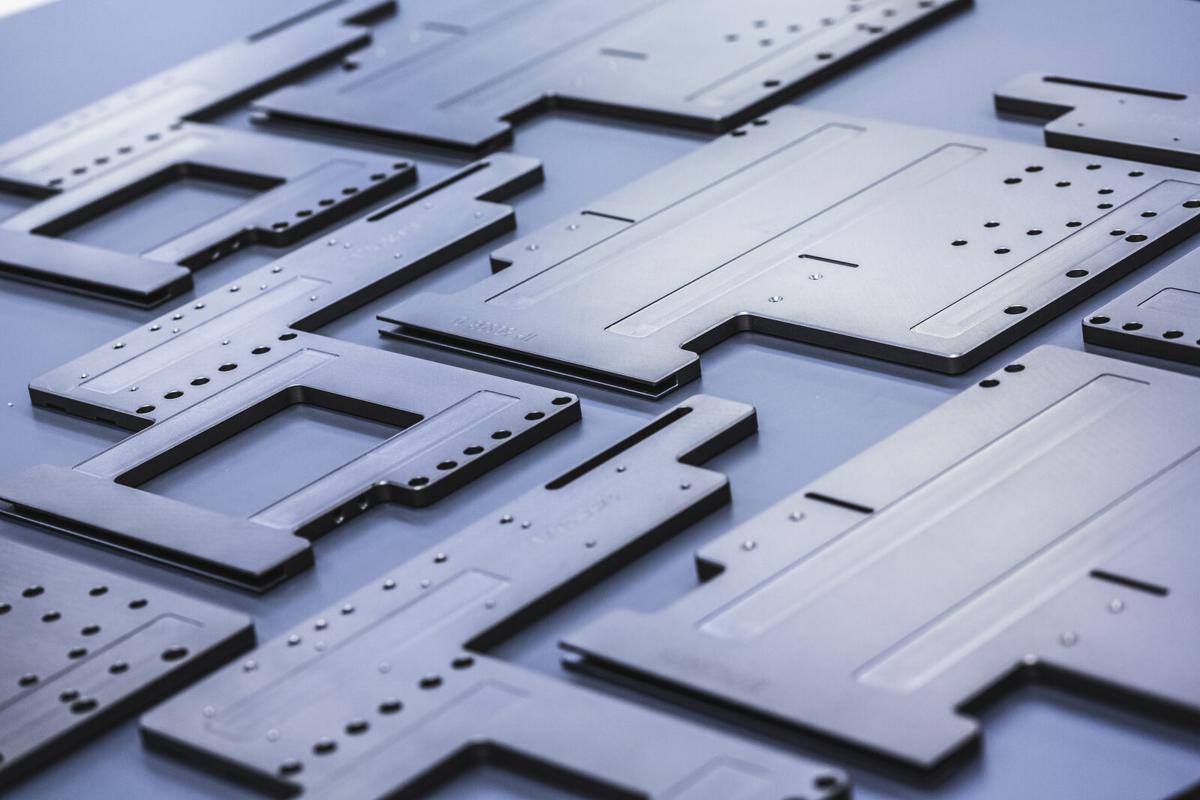
L'anodizzazione crea sulla superficie un rivestimento di ossido di alluminio che riprende fedelmente la morfologia superficiale del pezzo lavorato. Questa caratteristica permette di mantenere le finiture superficiali dell'alluminio anche dopo il trattamento.

Finitura superficiale e rugosità
A differenza di rivestimenti depositati come verniciature o trattamenti galvanici, l'anodizzazione non "copre" la superficie ma la trasforma. Questo significa che:
- La rugosità superficiale del pezzo viene sostanzialmente mantenuta, con un leggero aumento della rugosità per l'anodizzazione dura
- Le finiture meccaniche rimangono visibili dopo il trattamento
- Imperfezioni superficiali del pezzo lavorato sono ancora presenti dopo anodizzazione
Finiture ottenibili
Per modificare la finitura superficiale e ottenere una superficie opaca uniforme, è possibile effettuare, prima dell'anodizzazione, una lavorazione meccanica con granigliatura, pallinatura o sabbiatura.
Rugosità superficiale
L'anodizzazione dura contribuisce ad aumentare leggermente la rugosità superficiale, effetto che si nota maggiormente su superfici con bassa rugosità di partenza da lavorazione meccanica.
Il trattamento OX-W è stato sviluppato per contenere l'aumento della rugosità, permettendo di mantenere la rugosità finale a valori inferiori a 0,5 Ra su leghe appropriate.
Colorazione naturale (auto-colorazione)
Il rivestimento di anodizzazione assume una auto-colorazione che dipende dal tipo di trattamento, dallo spessore applicato e dalla lega di alluminio utilizzata.
Influenza del trattamento sulla auto-colorazione

Anodizzazione Naturale - OX-A: aspetto grigio chiaro, semi-lucido.
Il trattamento presenta un aspetto metallico con una tonalità chiara che riprende il colore base dell'alluminio. Questa caratteristica lo rende ideale per applicazioni estetiche e si presta ottimamente alla colorazione con pigmenti brillanti.
Anodizzazione Dura Standard - OX-HS: aspetto grigio scuro/marrone, opaco
Il trattamento presenta una tonalità scura dovuta all'alto spessore e alla struttura compatta del rivestimento. Il colore si intensifica progressivamente all'aumentare dello spessore applicato, con una variabilità significativa in funzione della lega utilizzata (vedere sezione dedicata più avanti). Questa caratteristica lo rende particolarmente adatto alla colorazione con pigmenti scuri e coprenti.
Anodizzazione Dura White - OX-W: aspetto grigio chiaro, leggermente opaco
Il trattamento presenta una tonalità significativamente più chiara rispetto all'anodizzazione dura standard, con un aspetto intermedio tra anodizzazione naturale e anodizzazione dura standard, pur mantenendo le proprietà meccaniche dell'anodizzazione dura. Questa caratteristica lo rende ideale per applicazioni che richiedono un colore chiaro abbinato a elevata durezza superficiale.
Influenza della lega sulla auto-colorazione
La composizione chimica della lega di alluminio ha un impatto significativo sulla colorazione finale del rivestimento.
Leghe della serie 6000
Le leghe della serie 6000 offrono una colorazione uniforme e prevedibile, con tonalità grigio chiaro per l'anodizzazione naturale e grigio scuro per l'anodizzazione dura. Queste leghe garantiscono la migliore resa estetica in assoluto tra tutte le serie di alluminio.
Leghe della serie 5000 e 7000
Le leghe delle serie 5000 e 7000 presentano una colorazione generalmente uniforme, con una tonalità leggermente più scura rispetto alle serie 6000. In particolare, le leghe della serie 7000 tendono ad assumere una colorazione bronzea/ramata caratteristica. Queste leghe offrono una buona prevedibilità del risultato estetico, rendendole adatte per applicazioni dove l'aspetto visivo è importante.
Leghe ad alto contenuto di rame (serie 2000)
Le leghe ad alto contenuto di rame (serie 2000) presentano una colorazione tendente al bronzeo/ramato con possibili disuniformità di colore. L'aspetto risulta meno neutro rispetto alle serie 6000 e si riscontrano difficoltà a ottenere colorazioni uniformi anche con l'utilizzo di pigmentazione.
Leghe ad alto contenuto di silicio (>12%)
Le leghe ad alto contenuto di silicio presentano possibili disuniformità significative di colore, con macchie o zone caratterizzate da tonalità differenti. L'aspetto estetico risulta spesso inaccettabile per applicazioni visibili, rendendo necessaria una valutazione caso per caso prima di procedere con il trattamento.
Influenza dello spessore sulla auto-colorazione
Lo spessore del rivestimento influenza direttamente l'intensità del colore:
- Spessori bassi (5-15 µm): colorazione chiara, strato quasi trasparente, aspetto più metallico
- Spessori medi (20-30 µm): colorazione intermedia
- Spessori elevati (40-60 µm): colorazione scura, aspetto opaco
Per l'anodizzazione dura, maggiore è lo spessore, più scura è la tonalità finale. Questo è dovuto alla maggiore densità ottica dello strato di ossido.

Colorazioni pigmentate
Dopo l'anodizzazione, lo strato di ossido presenta una struttura porosa che può essere sfruttata per effettuare colorazioni con pigmenti organici.
Il processo di colorazione dell'anodizzazione avviene attraverso un meccanismo ben definito che sfrutta la struttura porosa dello strato di ossido. Inizialmente, l'anodizzazione crea lo strato poroso di ossido di alluminio sulla superficie del componente. Successivamente, il pezzo viene immerso in una soluzione contenente pigmenti organici specifici, che penetrano nei pori per effetto della capillarità. Infine, attraverso il successivo trattamento di fissaggio, i pori vengono sigillati intrappolando permanentemente i pigmenti all'interno della struttura dell'ossido, garantendo così la stabilità e la durata della colorazione nel tempo.
Nero profondo

La colorazione nera profonda è la più utilizzata in ambito meccanico e tecnico.
Codici: OX-AN, OX-HC, OX-WN
Vantaggi:
- Uniforma il colore su differenti leghe di alluminio
- Nasconde imperfezioni e disuniformità del materiale base
- Conferisce aspetto professionale e tecnico
- Ottima resa estetica
- Elevata resistenza alla decolorazione
Applicazioni: Componentistica meccanica, automotive, macchine industriali, bike, componenti tecnici
Blu
Codici: OX-AB, OX-HB, OX-WB
Caratteristiche:
- Tonalità variabile in funzione della lega di alluminio
- Su OX-A e OX-W: blu brillante e vivace
- Su OX-HS: blu scuro e intenso
- Ottima per identificazione componenti o esigenze estetiche specifiche
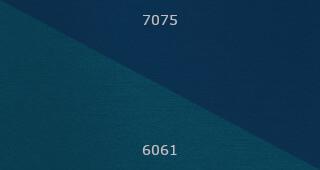
Note: L'immagine rappresenta indicativamente la colorazione ottenibile sulla lega 7075 e sulla lega 6061 con anodizzazione OX-A. Altre leghe e trattamenti possono produrre tonalità differenti.
Rosso

Codici: OX-AR, OX-HR, OX-WR
Caratteristiche:
- Tonalità variabile in funzione della lega di alluminio
- Su OX-A e OX-W: rosso più brillante
- Su OX-HS: rosso scuro e profondo
- Utilizzato per codifica visiva o esigenze estetiche
Note: L'immagine rappresenta indicativamente la colorazione ottenibile sulla lega 7075 e sulla lega 6061 con anodizzazione OX-A.
Uniformità del colore
L'uniformità del colore nell'anodizzazione dipende da diversi fattori che possono favorire o compromettere il risultato finale. Per ottenere la massima uniformità cromatica, è fondamentale utilizzare leghe della serie 6000, che offrono la migliore omogeneità di colorazione grazie alla loro composizione chimica ottimale. Altrettanto importante è lavorare con materiale proveniente dallo stesso lotto di produzione, in quanto variazioni nelle caratteristiche metallurgiche possono tradursi in differenze visibili nel colore finale.
La colorazione nera profonda rappresenta una scelta strategica per nascondere eventuali variazioni cromatiche, risultando più uniforme e coprente rispetto ad altre colorazioni. Inoltre, mantenere uno spessore di anodizzazione controllato e uniforme su tutta la superficie del pezzo, insieme a un processo di colorazione ben calibrato, contribuisce significativamente all'omogeneità del risultato.
Al contrario, alcuni fattori possono compromettere l'uniformità del colore. La miscelazione di leghe differenti nello stesso lotto di lavorazione è una delle cause principali di disuniformità, così come l'utilizzo di leghe con alto contenuto di rame o silicio, che tendono a produrre colorazioni irregolari. Anche il materiale base con trattamenti termici differenti può generare variazioni cromatiche, poiché le diverse condizioni metallurgiche influenzano la formazione dello strato di ossido. Infine, le geometrie complesse che presentano difficoltà nella distribuzione uniforme della corrente elettrica durante il processo possono causare variazioni di spessore e, di conseguenza, differenze nel colore finale.
Note su estetica e funzionalità: raccomandazioni pratiche
Per ottenere il miglior compromesso tra aspetto estetico e prestazioni funzionali nell'anodizzazione dell’alluminio, si consiglia:
Se l’estetica è critica (ad esempio per elementi a vista):
- Utilizzare leghe della serie 6000 e, se possibile, uno stesso lotto di materiale per tutta la fornitura.
- Richiedere colorazione nera profonda (più uniforme e coprente) e prevedere una finitura superficiale il più uniforme possibile.
- Richiedere campionature preliminari sul lotto effettivo e concordare standard di accettazione estetica prima della produzione.
Se la funzionalità (durezza, resistenza a usura/corrosione) è prioritaria:
- Privilegiare la scelta della lega e le condizioni di processo in funzione delle prestazioni, accettando possibili variazioni estetiche entro limiti funzionali.
- Considerare la colorazione naturale dove accettabile.
- La massima uniformità cromatica potrebbe non essere raggiungibile per anodizzazione dura ad alte prestazioni.
In entrambi i casi:
- Definire chiaramente le aspettative estetiche e funzionali in fase di ordine.
- Richiedere campionature quando necessario.
- Per forniture di più lotti/materiale, valutare eventuale separazione in fase di assemblaggio per minimizzare differenze visive.
Per ulteriori informazioni sulla selezione del trattamento in funzione delle esigenze estetiche e funzionali, consultare le sezioni dedicate ai Rivestimenti OX e alle Leghe di Alluminio.