Propriétés de l'anodisation
Épaisseur de revêtement

L'épaisseur du revêtement d'anodisation est l'un des paramètres fondamentaux qui détermine les performances du composant traité. Une caractéristique particulière de l'anodisation est la possibilité de revêtir les pièces avec une épaisseur uniforme et calibrée sur presque toutes les surfaces.
Épaisseurs pour anodisation naturelle
Pour l'anodisation naturelle OX-A, la norme ISO 7599 définit des classes d'épaisseur standard basées sur l'épaisseur moyenne minimale :
| Classe selon ISO 7599 | Épaisseur Moyenne Minimale |
|---|---|
| AA 5 | 5 µm |
| AA 10 | 10 µm |
| AA 15 | 15 µm |
| AA 20 | 20 µm |
| AA 25 | 25 µm |
Utilisation typique des classes
- AA 5 / AA 10 : Applications principalement esthétiques, protection très légère
- AA 15 : Standard pour anodisation naturelle, bon compromis entre protection et aspect
- AA 20 / AA 25 : Protection supérieure, applications plus exigeantes
OX-A - Anodisation Naturelle
Épaisseur standard : 15 µm Tolérance : 12-20 µm Classe ISO 7599 : AA 15
Le traitement OX-A est typiquement effectué avec une épaisseur de 15 µm, qui garantit une bonne résistance à la corrosion dans des environnements non agressifs, une protection contre les rayures et l'usure légère, une augmentation dimensionnelle contenue et un bon rendu esthétique.
Épaisseurs pour anodisation dure
Pour l'anodisation dure (Type III), les normes définissent des plages d'épaisseur typiques :
| Spécification | Épaisseur Nominale | Notes |
|---|---|---|
| ISO 10074 | 40 - 60 µm | Standard international |
| MIL-PRF-8625 Type III | ≃ 40 - 60 µm | Norme militaire USA |
| UNI 7796 | 30 - 60 µm | Norme italienne |
L'épaisseur standard de l'anodisation dure est 40-60 µm, mais des épaisseurs inférieures ou supérieures peuvent être choisies en fonction de besoins spécifiques.
OX-W - Anodisation Dure White
Épaisseur standard : 30 µm Tolérance : ±5 µm
Le traitement OX-W est optimisé pour garantir une résistance à l'usure élevée avec une épaisseur contenue et une faible rugosité de surface. Il est particulièrement indiqué pour les applications avec glissements mécaniques et pour les systèmes de distribution et de contrôle du gaz.
OX-HS - Anodisation Dure Standard
Épaisseur standard : 50 µm Tolérance : ±10 µm
Le traitement OX-HS offre l'épaisseur maximale pour garantir la protection maximale possible. Grâce à la dureté élevée et à la remarquable résistance à l'usure, combinée avec une excellente résistance à la corrosion, c'est le choix idéal pour les applications heavy-duty dans des environnements particulièrement sévères.
Mécanisme de croissance de la couche
Pour comprendre correctement l'impact dimensionnel de l'anodisation, il est fondamental de comprendre le mécanisme de formation de la couche.
L'anodisation est un processus de conversion dans lequel l'aluminium superficiel est transformé en oxyde d'aluminium. Cela implique qu'une partie de la couche croît à l'extérieur de la surface originale, tandis qu'une autre partie pénètre à l'intérieur, consommant l'aluminium de base. Par conséquent, l'augmentation dimensionnelle n'est pas égale à l'épaisseur totale du revêtement.
Croissance dimensionnelle - Anodisation Naturelle
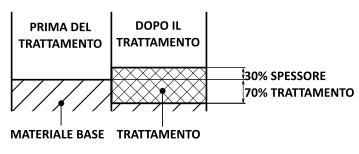
Distribution de la croissance :
- 30% croît à l'extérieur de la surface originale
- 70% pénètre à l'intérieur, consommant l'aluminium de base
Augmentation dimensionnelle radiale = 30% de l'épaisseur de traitement
Exemple pratique :
Pour un traitement OX-A de 15 µm d'épaisseur :
- Croissance externe : 15 µm × 0,30 = 4,5 µm par côté
- Pénétration interne : 15 µm × 0,70 = 10,5 µm
- Augmentation du diamètre : 4,5 µm × 2 = 9 µm
- Diminution du trou : 4,5 µm × 2 = 9 µm
Croissance dimensionnelle - Anodisation Dure
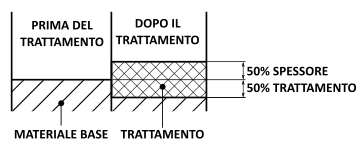
Distribution de la croissance :
- 50% croît à l'extérieur de la surface originale
- 50% pénètre à l'intérieur, consommant l'aluminium de base
Augmentation dimensionnelle radiale = 50% de l'épaisseur de traitement (moitié)
Exemple pratique :
Pour un traitement OX-HS de 50 µm d'épaisseur :
- Croissance externe : 50 µm × 0,50 = 25 µm par côté
- Pénétration interne : 50 µm × 0,50 = 25 µm
- Augmentation du diamètre : 25 µm × 2 = 50 µm
- Diminution du trou : 25 µm × 2 = 50 µm
Uniformité de l'épaisseur
L'une des caractéristiques les plus importantes de l'anodisation est une bonne uniformité de l'épaisseur sur toute la surface du composant, à l'exception des trous, surtout avec un rapport profondeur/diamètre élevé.
Surfaces externes
Sur toutes les surfaces externes accessibles par l'électrolyte et par le courant électrique, l'épaisseur est uniforme, indépendamment de la forme du composant, de l'orientation des surfaces ou de la complexité des géométries.
Cette uniformité est due au fait que l'anodisation, bien qu'étant un procédé électrochimique, crée une couche d'oxyde d'aluminium diélectrique et ne subit donc pas significativement l'effet de champ électrique comme cela se produit dans les revêtements galvaniques.
Trous et cavités
Pour les trous profonds avec un rapport profondeur/diamètre élevé, l'épaisseur peut être réduite jusqu'à s'annuler pour un rapport profondeur/diamètre supérieur à 10:1 en raison de l'absence de flux de courant électrique dans les surfaces internes.
Règle générale :
- Trous avec rapport profondeur/diamètre < 3:1 → épaisseur uniforme
- Trous avec rapport profondeur/diamètre > 3:1 → épaisseur progressivement réduite jusqu'à s'annuler pour un rapport profondeur/diamètre supérieur à 10:1
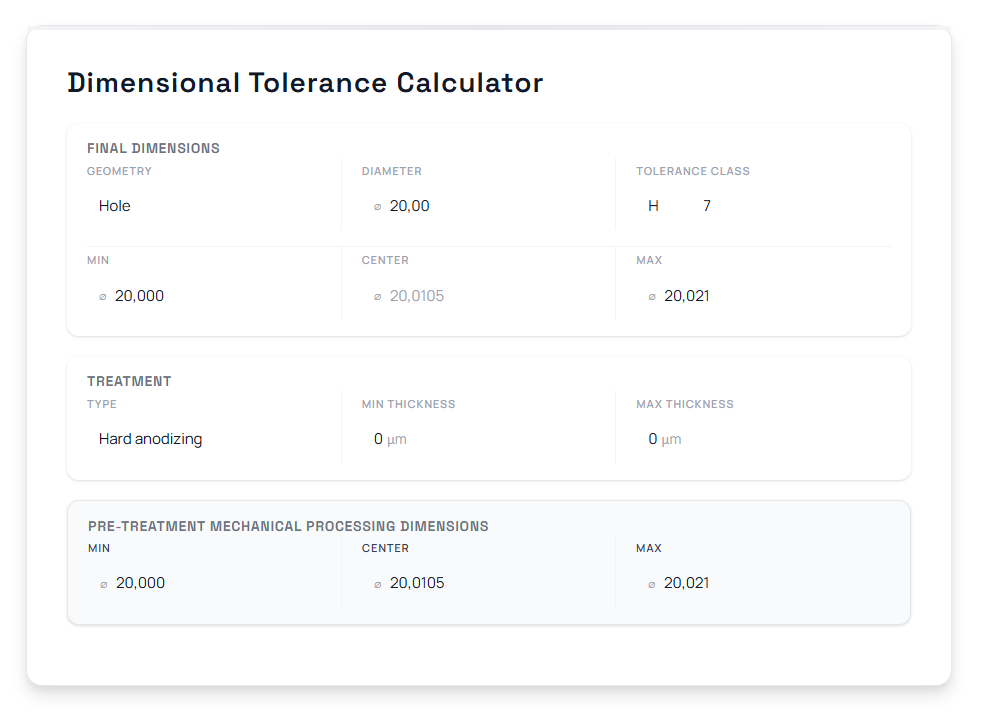
Calculateur de tolérances
Pour aider les concepteurs et les ateliers mécaniques dans la définition des cotes et des tolérances en présence de revêtements d'anodisation et de nickelage chimique, Micron Coatings Group a développé un calculateur automatique des tolérances dimensionnelles pré-traitement.
Le calculateur permet de :
- Saisir les tolérances finales requises
- Sélectionner le type de traitement et l'épaisseur
- Obtenir automatiquement les tolérances d'usinage mécanique pré-traitement
- Garantir des cotes finales tolérancées correctes
Pour utiliser le calculateur, visiter : Calculateur de Tolérances Dimensionnelles
Recommandations pour les tolérances dimensionnelles
Dans la mécanique de précision, les tolérances d'usinage s'ajoutent à celles du revêtement. Pour éviter les rebuts ou les reprises, suivre ces indications :
Définition des spécifications :
- Définir clairement l'épaisseur de revêtement et sa tolérance
- Calculer les dimensions pré-traitement en considérant la croissance du revêtement
- Spécifier les tolérances d'usinage mécanique adéquates
Pour les tolérances serrées (< IT7) :
- Considérer des épaisseurs inférieures si compatibles avec les performances requises
- Effectuer des échantillonnages dimensionnels préliminaires si nécessaire
- Prévoir des masquages pour les surfaces qui ne doivent pas être traitées
Pour les trous filetés :
- Les filetages internes se rétrécissent, ceux externes croissent
- Évaluer l'effet sur les accouplements filetés
Pour plus d'informations sur le calcul dimensionnel et le support dans la définition des spécifications techniques, consulter la section Demande de Devis ou contacter directement le support technique de Durox.