Propriétés de l'anodisation
Aspect esthétique
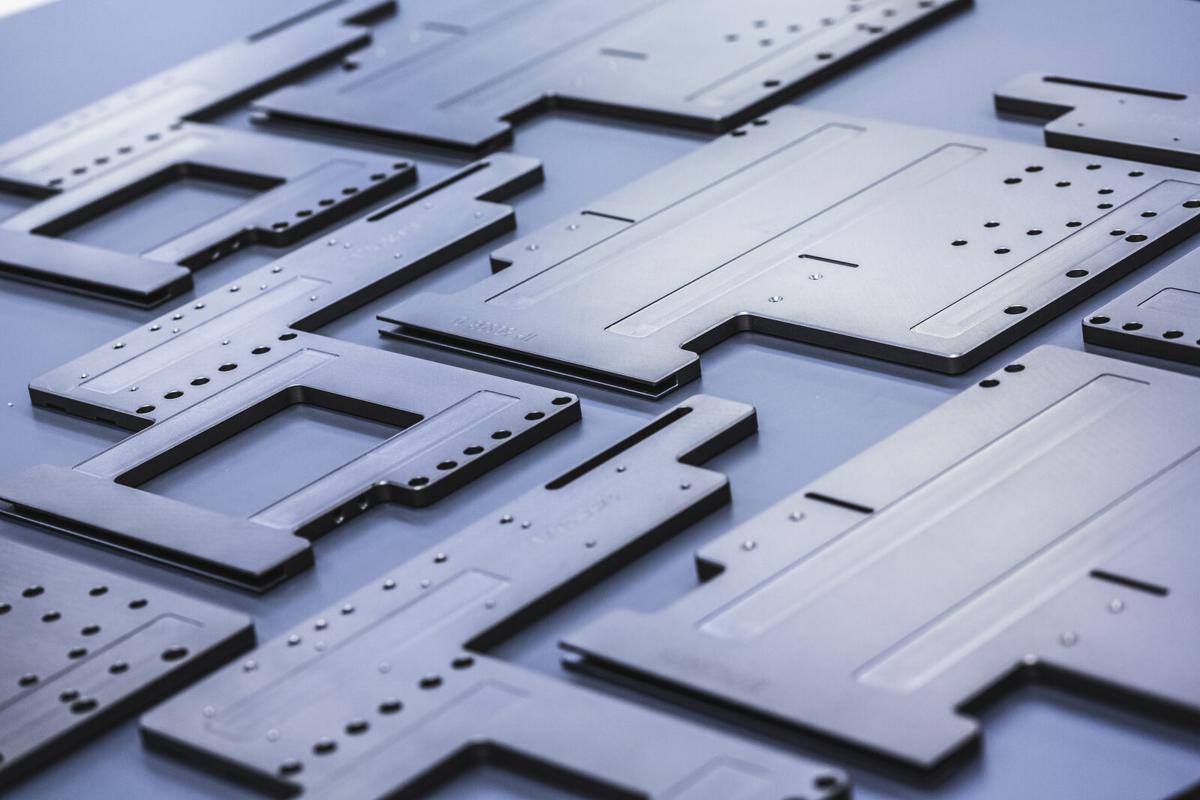
L'anodisation crée sur la surface un revêtement d'oxyde d'aluminium qui reproduit fidèlement la morphologie superficielle de la pièce usinée. Cette caractéristique permet de maintenir les finitions de surface de l'aluminium même après le traitement.

Finition de surface et rugosité
Contrairement aux revêtements déposés comme les peintures ou les traitements galvaniques, l'anodisation ne "couvre" pas la surface mais la transforme. Cela signifie que :
- La rugosité de surface de la pièce est essentiellement maintenue, avec une légère augmentation de la rugosité pour l'anodisation dure
- Les finitions mécaniques restent visibles après le traitement
- Les imperfections de surface de la pièce usinée sont encore présentes après l'anodisation
Finitions réalisables
Pour modifier la finition de surface et obtenir une surface mate uniforme, il est possible d'effectuer, avant l'anodisation, un usinage mécanique avec grenaillage, grenaillage de précontrainte ou sablage.
Rugosité de surface
L'anodisation dure contribue à augmenter légèrement la rugosité de surface, effet qui se remarque davantage sur les surfaces avec une faible rugosité de départ issue de l'usinage mécanique.
Le traitement OX-W a été développé pour contenir l'augmentation de la rugosité, permettant de maintenir la rugosité finale à des valeurs inférieures à 0,5 Ra sur des alliages appropriés.
Coloration naturelle (auto-coloration)
Le revêtement d'anodisation prend une auto-coloration qui dépend du type de traitement, de l'épaisseur appliquée et de l'alliage d'aluminium utilisé.
Influence du traitement sur l'auto-coloration

Anodisation Naturelle - OX-A : aspect gris clair, semi-brillant
Le traitement présente un aspect métallique avec une tonalité claire qui reprend la couleur de base de l'aluminium. Cette caractéristique le rend idéal pour les applications esthétiques et se prête parfaitement à la coloration avec des pigments brillants.
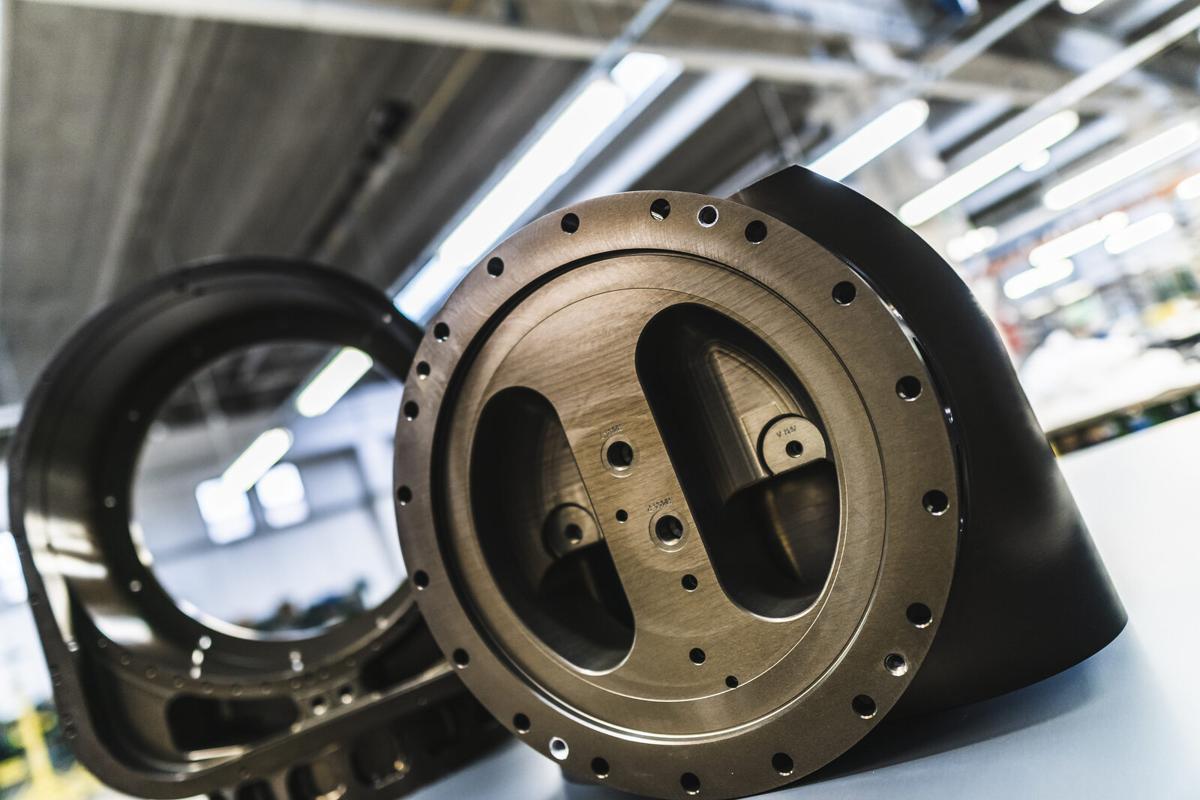
Anodisation Dure Standard - OX-HS : aspect gris foncé/marron, mat
Le traitement présente une tonalité foncée due à la forte épaisseur et à la structure compacte du revêtement. La couleur s'intensifie progressivement avec l'augmentation de l'épaisseur appliquée, avec une variabilité significative en fonction de l'alliage utilisé (voir section dédiée plus loin). Cette caractéristique le rend particulièrement adapté à la coloration avec des pigments foncés et couvrants.
Anodisation Dure White - OX-W : aspect gris clair, légèrement mat
Le traitement présente une tonalité significativement plus claire par rapport à l'anodisation dure standard, avec un aspect intermédiaire entre l'anodisation naturelle et l'anodisation dure standard, tout en maintenant les propriétés mécaniques de l'anodisation dure. Cette caractéristique le rend idéal pour les applications nécessitant une couleur claire associée à une dureté superficielle élevée.
Influence de l'alliage sur l'auto-coloration
La composition chimique de l'alliage d'aluminium a un impact significatif sur la coloration finale du revêtement.
Alliages de la série 6000
Les alliages de la série 6000 offrent une coloration uniforme et prévisible, avec des tonalités gris clair pour l'anodisation naturelle et gris foncé pour l'anodisation dure. Ces alliages garantissent le meilleur rendu esthétique absolu parmi toutes les séries d'aluminium.
Alliages des séries 5000 et 7000
Les alliages des séries 5000 et 7000 présentent une coloration généralement uniforme, avec une tonalité légèrement plus foncée par rapport aux séries 6000. En particulier, les alliages de la série 7000 tendent à prendre une coloration bronze/cuivrée caractéristique. Ces alliages offrent une bonne prévisibilité du résultat esthétique, les rendant adaptés pour les applications où l'aspect visuel est important.
Alliages à haute teneur en cuivre (série 2000)
Les alliages à haute teneur en cuivre (série 2000) présentent une coloration tendant vers le bronze/cuivré avec d'éventuelles non-uniformités de couleur. L'aspect résulte moins neutre par rapport aux séries 6000 et on constate des difficultés à obtenir des colorations uniformes même avec l'utilisation de pigmentation.
Alliages à haute teneur en silicium (>12%)
Les alliages à haute teneur en silicium présentent d'éventuelles non-uniformités significatives de couleur, avec des taches ou des zones caractérisées par des tonalités différentes. L'aspect esthétique résulte souvent inacceptable pour les applications visibles, rendant nécessaire une évaluation au cas par cas avant de procéder au traitement.
Influence de l'épaisseur sur l'auto-coloration
L'épaisseur du revêtement influence directement l'intensité de la couleur :
- Épaisseurs faibles (5-15 µm) : coloration claire, couche presque transparente, aspect plus métallique
- Épaisseurs moyennes (20-30 µm) : coloration intermédiaire
- Épaisseurs élevées (40-60 µm) : coloration foncée, aspect mat
Pour l'anodisation dure, plus l'épaisseur est importante, plus la tonalité finale est foncée. Cela est dû à la plus grande densité optique de la couche d'oxyde.

Colorations pigmentées
Après l'anodisation, la couche d'oxyde présente une structure poreuse qui peut être exploitée pour effectuer des colorations avec des pigments organiques.
Le processus de coloration de l'anodisation se produit à travers un mécanisme bien défini qui exploite la structure poreuse de la couche d'oxyde. Initialement, l'anodisation crée la couche poreuse d'oxyde d'aluminium sur la surface du composant. Ensuite, la pièce est immergée dans une solution contenant des pigments organiques spécifiques, qui pénètrent dans les pores par effet de capillarité. Enfin, à travers le traitement de colmatage suivant, les pores sont scellés emprisonnant de manière permanente les pigments à l'intérieur de la structure de l'oxyde, garantissant ainsi la stabilité et la durée de la coloration dans le temps.
Noir profond

La coloration noire profonde est la plus utilisée dans le domaine mécanique et technique.
Codes : OX-AN, OX-HC, OX-WN
Avantages :
- Uniformise la couleur sur différents alliages d'aluminium
- Masque les imperfections et les non-uniformités du matériau de base
- Confère un aspect professionnel et technique
- Excellent rendu esthétique
- Résistance élevée à la décoloration
Applications : Composants mécaniques, automobile, machines industrielles, vélo, composants techniques
Bleu
Codes : OX-AB, OX-HB, OX-WB
Caractéristiques :
- Tonalité variable en fonction de l'alliage d'aluminium
- Sur OX-A et OX-W : bleu brillant et vif
- Sur OX-HS : bleu foncé et intense
- Excellent pour l'identification de composants ou des besoins esthétiques spécifiques
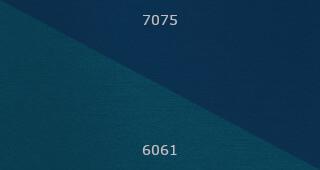
Notes : L'image représente indicativement la coloration réalisable sur l'alliage 7075 et sur l'alliage 6061 avec anodisation OX-A. D'autres alliages et traitements peuvent produire des tonalités différentes.
Rouge

Codes : OX-AR, OX-HR, OX-WR
Caractéristiques :
- Tonalité variable en fonction de l'alliage d'aluminium
- Sur OX-A et OX-W : rouge plus brillant
- Sur OX-HS : rouge foncé et profond
- Utilisé pour le codage visuel ou des besoins esthétiques
Notes : L'image représente indicativement la coloration réalisable sur l'alliage 7075 et sur l'alliage 6061 avec anodisation OX-A.
Uniformité de la couleur
L'uniformité de la couleur dans l'anodisation dépend de plusieurs facteurs qui peuvent favoriser ou compromettre le résultat final. Pour obtenir la meilleure uniformité chromatique, il est fondamental d'utiliser des alliages de la série 6000, qui offrent la meilleure homogénéité de coloration grâce à leur composition chimique optimale. Tout aussi important est de travailler avec du matériau provenant du même lot de production, car des variations dans les caractéristiques métallurgiques peuvent se traduire par des différences visibles dans la couleur finale.
La coloration noire profonde représente un choix stratégique pour masquer d'éventuelles variations chromatiques, résultant plus uniforme et couvrante par rapport à d'autres colorations. De plus, maintenir une épaisseur d'anodisation contrôlée et uniforme sur toute la surface de la pièce, associée à un processus de coloration bien calibré, contribue significativement à l'homogénéité du résultat.
Au contraire, certains facteurs peuvent compromettre l'uniformité de la couleur. Le mélange d'alliages différents dans le même lot d'usinage est l'une des principales causes de non-uniformité, ainsi que l'utilisation d'alliages avec une haute teneur en cuivre ou silicium, qui tendent à produire des colorations irrégulières. Même le matériau de base avec des traitements thermiques différents peut générer des variations chromatiques, car les différentes conditions métallurgiques influencent la formation de la couche d'oxyde. Enfin, les géométries complexes qui présentent des difficultés dans la distribution uniforme du courant électrique pendant le processus peuvent causer des variations d'épaisseur et, par conséquent, des différences dans la couleur finale.
Notes sur l'esthétique et la fonctionnalité : recommandations pratiques
Pour obtenir le meilleur compromis entre aspect esthétique et performances fonctionnelles dans l'anodisation de l'aluminium, il est conseillé :
Si l'esthétique est critique (par exemple pour les éléments visibles) :
- Utiliser des alliages de la série 6000 et, si possible, un même lot de matériau pour toute la fourniture.
- Demander une coloration noire profonde (plus uniforme et couvrante) et prévoir une finition de surface la plus uniforme possible.
- Demander des échantillonnages préliminaires sur le lot effectif et convenir de standards d'acceptation esthétique avant la production.
Si la fonctionnalité (dureté, résistance à l'usure/corrosion) est prioritaire :
- Privilégier le choix de l'alliage et les conditions de processus en fonction des performances, en acceptant d'éventuelles variations esthétiques dans des limites fonctionnelles.
- Considérer la coloration naturelle lorsqu'elle est acceptable.
- L'uniformité chromatique maximale pourrait ne pas être atteignable pour l'anodisation dure à hautes performances.
Dans les deux cas :
- Définir clairement les attentes esthétiques et fonctionnelles lors de la commande.
- Demander des échantillonnages lorsque nécessaire.
- Pour les fournitures de plusieurs lots/matériaux, évaluer une éventuelle séparation en phase d'assemblage pour minimiser les différences visuelles.
Pour plus d'informations sur la sélection du traitement en fonction des besoins esthétiques et fonctionnels, consulter les sections dédiées aux Revêtements OX et aux Alliages d'Aluminium.