Eigenschaften der Anodisierung
Schichtdicke

Die Schichtdicke der Eloxalschicht ist einer der grundlegenden Parameter, der die Leistung des behandelten Bauteils bestimmt. Eine besondere Eigenschaft des Eloxierens ist die Möglichkeit, die Teile mit einer gleichmäßigen und kalibrierten Schichtdicke auf nahezu allen Oberflächen zu beschichten.
Schichtdicken für natürliche Eloxierung
Für die natürliche Eloxierung OX-A definiert die Norm ISO 7599 Standard-Schichtdickenklassen basierend auf der minimalen Durchschnittsdicke:
| Klasse nach ISO 7599 | Minimale Durchschnittsdicke |
|---|---|
| AA 5 | 5 µm |
| AA 10 | 10 µm |
| AA 15 | 15 µm |
| AA 20 | 20 µm |
| AA 25 | 25 µm |
Typische Verwendung der Klassen
- AA 5 / AA 10: Hauptsächlich ästhetische Anwendungen, sehr leichter Schutz
- AA 15: Standard für natürliche Eloxierung, guter Kompromiss zwischen Schutz und Aussehen
- AA 20 / AA 25: Höherer Schutz, anspruchsvollere Anwendungen
OX-A - Natürliche Eloxierung
Standarddicke: 15 µm Toleranz: 12-20 µm ISO 7599 Klasse: AA 15
Die OX-A-Behandlung wird typischerweise mit einer Dicke von 15 µm durchgeführt, die eine gute Korrosionsbeständigkeit in nicht aggressiven Umgebungen, Schutz vor Kratzern und leichtem Verschleiß, eine begrenzte Maßänderung und eine gute ästhetische Wirkung gewährleistet.
Schichtdicken für Harteloxierung
Für die Harteloxierung (Type III) definieren die Normen typische Schichtdickenbereiche:
| Spezifikation | Nenndicke | Anmerkungen |
|---|---|---|
| ISO 10074 | 40 - 60 µm | Internationaler Standard |
| MIL-PRF-8625 Type III | ≃ 40 - 60 µm | US-Militärnorm |
| UNI 7796 | 30 - 60 µm | Italienische Norm |
Die Standarddicke der Harteloxierung beträgt 40-60 µm, aber es können je nach spezifischen Anforderungen geringere oder größere Dicken gewählt werden.
OX-W - Harteloxierung White
Standarddicke: 30 µm Toleranz: ±5 µm
Die OX-W-Behandlung ist optimiert, um hohe Verschleißfestigkeit bei begrenzter Dicke und geringer Oberflächenrauheit zu gewährleisten. Sie ist besonders geeignet für Anwendungen mit mechanischen Gleitbewegungen und für Systeme zur Gasverteilung und -regelung.
OX-HS - Standard-Harteloxierung
Standarddicke: 50 µm Toleranz: ±10 µm
Die OX-HS-Behandlung bietet die maximale Dicke für den höchstmöglichen Schutz. Dank der hohen Härte und der bemerkenswerten Verschleißfestigkeit, kombiniert mit einer ausgezeichneten Korrosionsbeständigkeit, ist sie die ideale Wahl für Heavy-Duty-Anwendungen in besonders anspruchsvollen Umgebungen.
Wachstumsmechanismus der Schicht
Um die dimensionale Auswirkung des Eloxierens richtig zu verstehen, ist es grundlegend, den Bildungsmechanismus der Schicht zu verstehen.
Das Eloxieren ist ein Umwandlungsprozess, bei dem das Oberflächenaluminium in Aluminiumoxid umgewandelt wird. Dies führt dazu, dass ein Teil der Schicht nach außen von der ursprünglichen Oberfläche wächst, während ein anderer Teil nach innen eindringt und Grundaluminium verbraucht. Folglich ist die Maßänderung nicht gleich der Gesamtdicke der Beschichtung.
Dimensionales Wachstum - Natürliche Eloxierung
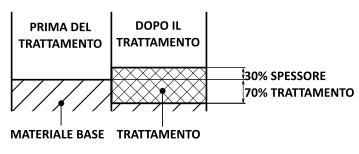
Verteilung des Wachstums:
- 30% wächst nach außen von der ursprünglichen Oberfläche
- 70% dringt nach innen ein und verbraucht Grundaluminium
Radiale Maßänderung = 30% der Behandlungsdicke
Praktisches Beispiel:
Für eine OX-A-Behandlung mit 15 µm Dicke:
- Äußeres Wachstum: 15 µm × 0,30 = 4,5 µm pro Seite
- Inneres Eindringen: 15 µm × 0,70 = 10,5 µm
- Durchmesserzunahme: 4,5 µm × 2 = 9 µm
- Bohrungsabnahme: 4,5 µm × 2 = 9 µm
Dimensionales Wachstum - Harteloxierung
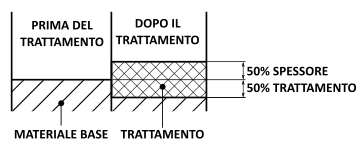
Verteilung des Wachstums:
- 50% wächst nach außen von der ursprünglichen Oberfläche
- 50% dringt nach innen ein und verbraucht Grundaluminium
Radiale Maßänderung = 50% der Behandlungsdicke (Hälfte)
Praktisches Beispiel:
Für eine OX-HS-Behandlung mit 50 µm Dicke:
- Äußeres Wachstum: 50 µm × 0,50 = 25 µm pro Seite
- Inneres Eindringen: 50 µm × 0,50 = 25 µm
- Durchmesserzunahme: 25 µm × 2 = 50 µm
- Bohrungsabnahme: 25 µm × 2 = 50 µm
Gleichmäßigkeit der Schichtdicke
Eine der wichtigsten Eigenschaften des Eloxierens ist eine gute Gleichmäßigkeit der Schichtdicke auf der gesamten Bauteiloberfläche, mit Ausnahme von Bohrungen, insbesondere bei hohem Tiefen-/Durchmesserverhältnis.
Außenflächen
Auf allen vom Elektrolyt und vom elektrischen Strom zugänglichen Außenflächen ist die Dicke gleichmäßig, unabhängig von der Form des Bauteils, der Ausrichtung der Oberflächen oder der Komplexität der Geometrien.
Diese Gleichmäßigkeit ist darauf zurückzuführen, dass das Eloxieren, obwohl es ein elektrochemischer Prozess ist, eine dielektrische Aluminiumoxidschicht erzeugt, die daher nicht wesentlich vom elektrischen Feldeffekt beeinflusst wird, wie es bei galvanischen Beschichtungen der Fall ist.
Bohrungen und Hohlräume
Bei tiefen Bohrungen mit hohem Tiefen-/Durchmesserverhältnis kann die Dicke bis zur Aufhebung bei einem Tiefen-/Durchmesserverhältnis größer als 10:1 reduziert werden, aufgrund des fehlenden elektrischen Stromflusses auf den Innenflächen.
Allgemeine Regel:
- Bohrungen mit Tiefen-/Durchmesserverhältnis < 3:1 → gleichmäßige Dicke
- Bohrungen mit Tiefen-/Durchmesserverhältnis > 3:1 → progressiv reduzierte Dicke bis zur Aufhebung bei Tiefen-/Durchmesserverhältnis größer als 10:1
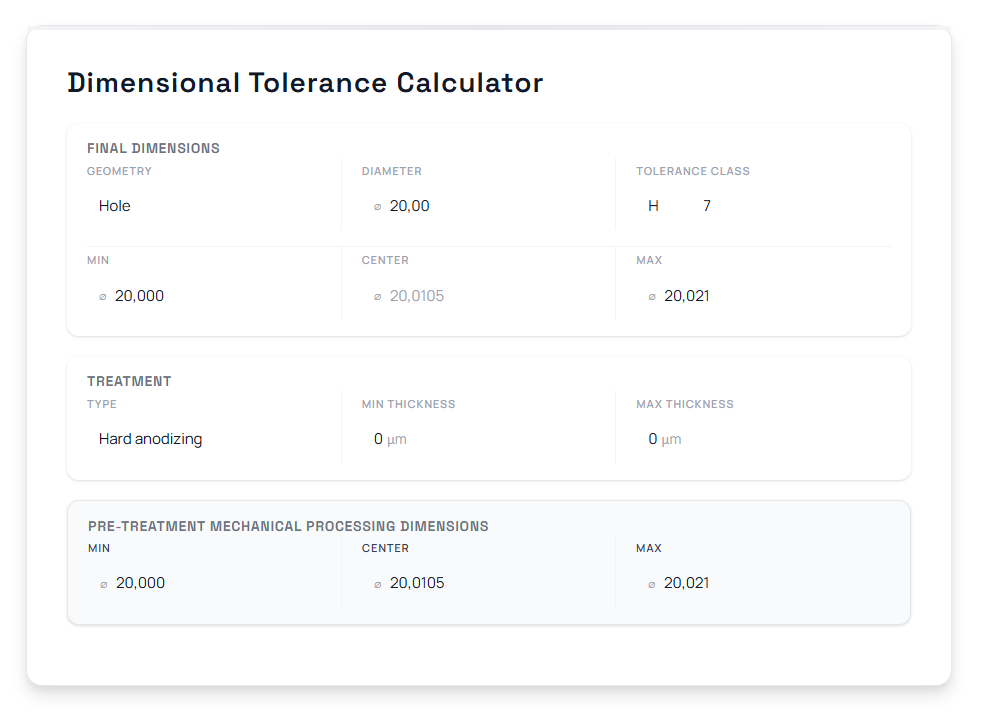
Toleranzrechner
Um Konstrukteuren und mechanischen Werkstätten bei der Definition von Maßen und Toleranzen bei Eloxierungs- und chemischen Vernickelungsbeschichtungen zu helfen, hat Micron Coatings Group einen automatischen Rechner für dimensionale Toleranzen vor der Behandlung entwickelt.
Der Rechner ermöglicht:
- Eingabe der geforderten Endtoleranzen
- Auswahl der Behandlungsart und Dicke
- Automatische Ermittlung der mechanischen Bearbeitungstoleranzen vor der Behandlung
- Gewährleistung korrekter tolerierter Endmaße
Zur Nutzung des Rechners besuchen Sie: Rechner für dimensionale Toleranzen
Empfehlungen für dimensionale Toleranzen
In der Präzisionsmechanik addieren sich die Bearbeitungstoleranzen zu denen der Beschichtung. Um Ausschuss oder Nacharbeit zu vermeiden, befolgen Sie diese Hinweise:
Definition der Spezifikationen:
- Definieren Sie klar die Beschichtungsdicke und ihre Toleranz
- Berechnen Sie die Maße vor der Behandlung unter Berücksichtigung des Beschichtungswachstums
- Spezifizieren Sie angemessene mechanische Bearbeitungstoleranzen
Für enge Toleranzen (< IT7):
- Erwägen Sie geringere Dicken, wenn mit den geforderten Leistungen kompatibel
- Führen Sie bei Bedarf vorläufige dimensionale Musterungen durch
- Sehen Sie Maskierungen für Oberflächen vor, die nicht behandelt werden sollen
Für Gewindebohrungen:
- Innengewinde verengen sich, Außengewinde wachsen
- Bewerten Sie die Auswirkung auf Gewindeverbindungen
Für weitere Informationen zur dimensionalen Berechnung und Unterstützung bei der Definition technischer Spezifikationen konsultieren Sie den Bereich Angebotsanfrage oder kontaktieren Sie direkt den technischen Support von Durox.