Eigenschaften der Anodisierung
Ästhetisches Erscheinungsbild
Das Anodisieren erzeugt auf der Oberfläche eine Aluminiumoxidschicht, die die Oberflächenmorphologie des bearbeiteten Teils originalgetreu wiedergibt. Diese Eigenschaft ermöglicht es, die Oberflächenfinishs des Aluminiums auch nach der Behandlung beizubehalten.

Oberflächenfinish und Rauheit
Im Gegensatz zu aufgetragenen Beschichtungen wie Lackierungen oder galvanischen Behandlungen "bedeckt" das Anodisieren die Oberfläche nicht, sondern verwandelt sie. Das bedeutet:
- Die Oberflächenrauheit des Teils bleibt im Wesentlichen erhalten, mit einer leichten Erhöhung der Rauheit bei der Hartanodisierung
- Die mechanischen Finishs bleiben nach der Behandlung sichtbar
- Oberflächenfehler des bearbeiteten Teils sind auch nach dem Anodisieren noch vorhanden
Erzielbare Finishs
Um das Oberflächenfinish zu verändern und eine gleichmäßig matte Oberfläche zu erhalten, kann vor dem Anodisieren eine mechanische Bearbeitung durch Strahlmittelbehandlung, Kugelstrahlen oder Sandstrahlen durchgeführt werden.
Oberflächenrauheit
Die Hartanodisierung trägt dazu bei, die Oberflächenrauheit leicht zu erhöhen, ein Effekt, der sich besonders bei Oberflächen mit geringer Ausgangsrauheit aus mechanischer Bearbeitung bemerkbar macht.
Die Behandlung OX-W wurde entwickelt, um die Erhöhung der Rauheit einzudämmen und ermöglicht es, die Endrauheit bei geeigneten Legierungen unter 0,5 Ra zu halten.
Natürliche Färbung (Selbstfärbung)
Die Anodisierungsschicht nimmt eine Selbstfärbung an, die von der Art der Behandlung, der aufgetragenen Dicke und der verwendeten Aluminiumlegierung abhängt.
Einfluss der Behandlung auf die Selbstfärbung

Natürliche Anodisierung - OX-A: hellgraues, halbglänzendes Aussehen
Die Behandlung weist ein metallisches Aussehen mit einem hellen Farbton auf, der die Grundfarbe des Aluminiums wiedergibt. Diese Eigenschaft macht sie ideal für ästhetische Anwendungen und eignet sich hervorragend für die Färbung mit brillanten Pigmenten.
Standard-Hartanodisierung - OX-HS: dunkelgraues/braunes, mattes Aussehen
Die Behandlung weist einen dunklen Farbton auf, der auf die hohe Dicke und die kompakte Struktur der Schicht zurückzuführen ist. Die Farbe intensiviert sich progressiv mit zunehmender aufgetragener Dicke, mit einer signifikanten Variabilität in Abhängigkeit von der verwendeten Legierung (siehe entsprechenden Abschnitt weiter unten). Diese Eigenschaft macht sie besonders geeignet für die Färbung mit dunklen und deckenden Pigmenten.
White-Hartanodisierung - OX-W: hellgraues, leicht mattes Aussehen
Die Behandlung weist einen deutlich helleren Farbton im Vergleich zur Standard-Hartanodisierung auf, mit einem Zwischenaussehen zwischen natürlicher Anodisierung und Standard-Hartanodisierung, wobei die mechanischen Eigenschaften der Hartanodisierung beibehalten werden. Diese Eigenschaft macht sie ideal für Anwendungen, die eine helle Farbe in Kombination mit hoher Oberflächenhärte erfordern.
Einfluss der Legierung auf die Selbstfärbung
Die chemische Zusammensetzung der Aluminiumlegierung hat einen signifikanten Einfluss auf die endgültige Färbung der Schicht.
Legierungen der 6000er Serie
Die Legierungen der 6000er Serie bieten eine gleichmäßige und vorhersehbare Färbung, mit hellgrauen Tönen für die natürliche Anodisierung und dunkelgrauen für die Hartanodisierung. Diese Legierungen garantieren die beste ästhetische Wirkung überhaupt unter allen Aluminiumserien.
Legierungen der 5000er und 7000er Serie
Die Legierungen der 5000er und 7000er Serie weisen eine generell gleichmäßige Färbung auf, mit einem leicht dunkleren Farbton im Vergleich zu den 6000er Serien. Insbesondere neigen die Legierungen der 7000er Serie dazu, eine charakteristische bronzene/kupferfarbene Färbung anzunehmen. Diese Legierungen bieten eine gute Vorhersehbarkeit des ästhetischen Ergebnisses und eignen sich für Anwendungen, bei denen das visuelle Erscheinungsbild wichtig ist.
Legierungen mit hohem Kupfergehalt (2000er Serie)
Die Legierungen mit hohem Kupfergehalt (2000er Serie) weisen eine Färbung mit Tendenz zu Bronze/Kupfer mit möglichen Farbungleichmäßigkeiten auf. Das Aussehen ist weniger neutral im Vergleich zu den 6000er Serien und es treten Schwierigkeiten bei der Erzielung gleichmäßiger Färbungen auch bei Verwendung von Pigmentierung auf.
Legierungen mit hohem Siliziumgehalt (>12%)
Die Legierungen mit hohem Siliziumgehalt weisen mögliche signifikante Ungleichmäßigkeiten der Farbe auf, mit Flecken oder Bereichen, die durch unterschiedliche Farbtöne gekennzeichnet sind. Das ästhetische Erscheinungsbild ist oft inakzeptabel für sichtbare Anwendungen, was eine Einzelfallbewertung vor der Durchführung der Behandlung erforderlich macht.
Einfluss der Dicke auf die Selbstfärbung
Die Dicke der Schicht beeinflusst direkt die Farbintensität:
- Geringe Dicken (5-15 µm): helle Färbung, fast transparente Schicht, metallischeres Aussehen
- Mittlere Dicken (20-30 µm): mittlere Färbung
- Hohe Dicken (40-60 µm): dunkle Färbung, mattes Aussehen
Bei der Hartanodisierung gilt: Je größer die Dicke, desto dunkler der endgültige Farbton. Dies ist auf die höhere optische Dichte der Oxidschicht zurückzuführen.

Pigmentierte Färbungen
Nach dem Anodisieren weist die Oxidschicht eine poröse Struktur auf, die für Färbungen mit organischen Pigmenten genutzt werden kann.
Der Färbungsprozess des Anodisierens erfolgt durch einen klar definierten Mechanismus, der die poröse Struktur der Oxidschicht nutzt. Zunächst erzeugt das Anodisieren die poröse Aluminiumoxidschicht auf der Oberfläche des Bauteils. Anschließend wird das Teil in eine Lösung mit spezifischen organischen Pigmenten getaucht, die durch Kapillarwirkung in die Poren eindringen. Schließlich werden durch die nachfolgende Versiegelungsbehandlung die Poren verschlossen, wodurch die Pigmente dauerhaft in der Struktur des Oxids eingeschlossen werden, was die Stabilität und Haltbarkeit der Färbung im Laufe der Zeit gewährleistet.
Tiefschwarz

Die tiefschwarze Färbung ist die am häufigsten verwendete im mechanischen und technischen Bereich.
Codes: OX-AN, OX-HC, OX-WN
Vorteile:
- Vereinheitlicht die Farbe auf verschiedenen Aluminiumlegierungen
- Verbirgt Unvollkommenheiten und Ungleichmäßigkeiten des Basismaterials
- Verleiht professionelles und technisches Aussehen
- Hervorragende ästhetische Wirkung
- Hohe Beständigkeit gegen Verfärbung
Anwendungen: Mechanische Komponenten, Automotive, Industriemaschinen, Fahrräder, technische Komponenten
Blau
Codes: OX-AB, OX-HB, OX-WB
Eigenschaften:
- Variable Farbtonalität in Abhängigkeit von der Aluminiumlegierung
- Bei OX-A und OX-W: brillantes und lebendiges Blau
- Bei OX-HS: dunkles und intensives Blau
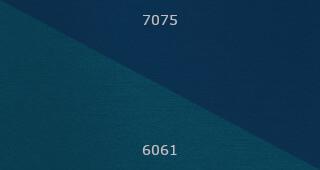
- Hervorragend für Bauteilidentifikation oder spezifische ästhetische Anforderungen
Hinweise: Das Bild zeigt indikativ die erzielbare Färbung auf der Legierung 7075 und der Legierung 6061 mit Anodisierung OX-A. Andere Legierungen und Behandlungen können unterschiedliche Farbtöne erzeugen.
Rot

Codes: OX-AR, OX-HR, OX-WR
Eigenschaften:
- Variable Farbtonalität in Abhängigkeit von der Aluminiumlegierung
- Bei OX-A und OX-W: brillanteres Rot
- Bei OX-HS: dunkles und tiefes Rot
- Verwendet für visuelle Codierung oder ästhetische Anforderungen
Hinweise: Das Bild zeigt indikativ die erzielbare Färbung auf der Legierung 7075 und der Legierung 6061 mit Anodisierung OX-A.
Farbgleichmäßigkeit
Die Farbgleichmäßigkeit beim Anodisieren hängt von verschiedenen Faktoren ab, die das Endergebnis begünstigen oder beeinträchtigen können. Um maximale Farbhomogenität zu erzielen, ist es grundlegend, Legierungen der 6000er Serie zu verwenden, die dank ihrer optimalen chemischen Zusammensetzung die beste Färbungshomogenität bieten. Ebenso wichtig ist die Arbeit mit Material aus demselben Produktionslos, da Variationen in den metallurgischen Eigenschaften sich in sichtbaren Unterschieden in der Endfarbe niederschlagen können.
Die tiefschwarze Färbung stellt eine strategische Wahl dar, um eventuelle Farbvariationen zu verbergen, da sie gleichmäßiger und deckender ist als andere Färbungen. Darüber hinaus trägt die Beibehaltung einer kontrollierten und gleichmäßigen Anodisierungsdicke auf der gesamten Teiloberfläche zusammen mit einem gut kalibrierten Färbungsprozess erheblich zur Homogenität des Ergebnisses bei.
Im Gegenteil können einige Faktoren die Farbgleichmäßigkeit beeinträchtigen. Die Vermischung verschiedener Legierungen im selben Bearbeitungslos ist eine der Hauptursachen für Ungleichmäßigkeit, ebenso wie die Verwendung von Legierungen mit hohem Kupfer- oder Siliziumgehalt, die dazu neigen, unregelmäßige Färbungen zu erzeugen. Auch Basismaterial mit unterschiedlichen Wärmebehandlungen kann Farbvariationen erzeugen, da die unterschiedlichen metallurgischen Bedingungen die Bildung der Oxidschicht beeinflussen. Schließlich können komplexe Geometrien, die Schwierigkeiten bei der gleichmäßigen Verteilung des elektrischen Stroms während des Prozesses aufweisen, Dickenvariationen und folglich Unterschiede in der Endfarbe verursachen.
Hinweise zu Ästhetik und Funktionalität: praktische Empfehlungen
Um den besten Kompromiss zwischen ästhetischem Erscheinungsbild und funktionalen Leistungen beim Anodisieren von Aluminium zu erzielen, wird empfohlen:
Wenn die Ästhetik kritisch ist (z.B. für sichtbare Elemente):
- Verwenden Sie Legierungen der 6000er Serie und, wenn möglich, dasselbe Materiallos für die gesamte Lieferung.
- Fordern Sie tiefschwarze Färbung an (gleichmäßiger und deckender) und sehen Sie ein möglichst gleichmäßiges Oberflächenfinish vor.
- Fordern Sie Vorbemusterungen am tatsächlichen Los an und vereinbaren Sie ästhetische Abnahmestandards vor der Produktion.
Wenn die Funktionalität (Härte, Verschleiß-/Korrosionsbeständigkeit) Priorität hat:
- Bevorzugen Sie die Wahl der Legierung und die Prozessbedingungen in Abhängigkeit von den Leistungen und akzeptieren Sie mögliche ästhetische Variationen innerhalb funktionaler Grenzen.
- Erwägen Sie die natürliche Färbung, wo akzeptabel.
- Maximale Farbgleichmäßigkeit ist möglicherweise nicht erreichbar für Hochleistungs-Hartanodisierung.
In beiden Fällen:
- Definieren Sie die ästhetischen und funktionalen Erwartungen in der Auftragsphase klar.
- Fordern Sie Bemusterungen an, wenn erforderlich.
- Bei Lieferungen mehrerer Lose/Materialien bewerten Sie eine eventuelle Trennung in der Montagephase, um visuelle Unterschiede zu minimieren.
Für weitere Informationen zur Auswahl der Behandlung in Abhängigkeit von ästhetischen und funktionalen Anforderungen konsultieren Sie die Abschnitte zu OX-Beschichtungen und Aluminiumlegierungen.